
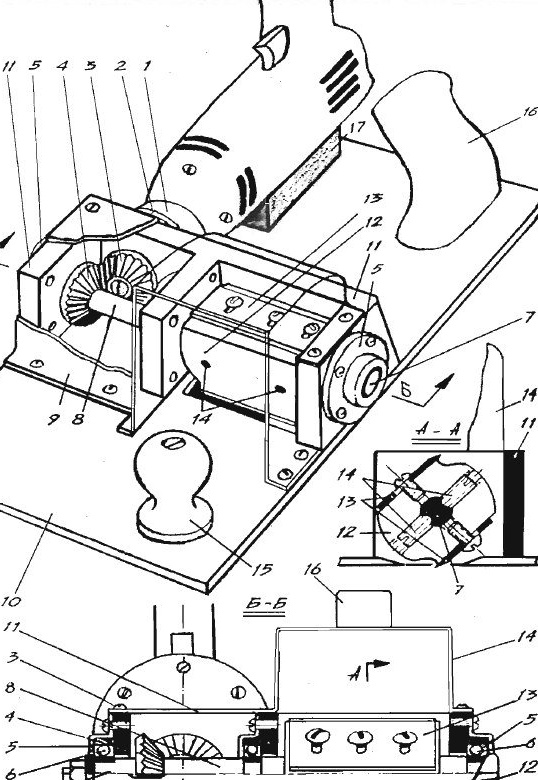
Фиг. 1. Ренде от тренировка.
Ножовете 1 мм стърчат над цилиндричната повърхност на барабана и на 0,5 мм над работната равнина на основата 10, която се плъзга по обработената дъска. Ножовете редуват нарязани тънки люспи-люспи, хващат ги и изхвърлят през дифузора на корпуса 9. Въртящият момент се предава на барабана чрез шпиндел 7 и двойка скосени зъбни колела 3 и 4, едната от които е фиксирана към конуса на шпиндела на електрическата бормашина. Преди да започнете да правите ренде, вземете двойка скосени зъбни колела с максимален диаметър не повече от 38 мм. Минималният диаметър на задвижваното зъбно колело 4 в края на зъбите трябва да бъде най-малко 18 мм, така че дистанционната втулка 8 да може да бъде поставена върху вала 7. Изберете три лагера за монтиране на вала с диаметър 10-12 мм. Въз основа на размерите на лагерите и избраната конусна двойка определете размерите на рендето и пристъпете към неговото производство.
Основните части на рендето са направени на стругови, фрезови и пробивни машини. Ще ви трябва и инструмент за пейка. Най-трудната част на рендето е барабанът 12, обработката на който изисква строга симетрия на всички плоскости, канали и дупки. Нарушаването на симетрията ще доведе до изместване на центъра на тежестта на барабана и като последица до появата на вибрация. На струг, направен от дуралумин или стомана, шлайфайте цилиндър с вътрешен отвор за шпиндела 7. На пробивната машина пробийте пет отвора: три за винтовете за закрепване на ножовете и два за щифтовете 14. На фрезата отстранете два паралелни плоскости за закрепване на ножовете 13. С резачка направете друг два еднакви канала, необходими за изхвърляне на чипове. След като нанижете винтовете и щифтовете, завършете вътрешния отвор за шпиндела с разширител. Направете 13 ножа от завършен нож от самолетните плоскости, като предварително сте премахнали втвърдяването (ваканция). Обърнете внимание на точността на местоположението и точността на придържане към размерите на трите надлъжни. отвори за монтаж на винтове. Приемете ъгъл на заточване на нож от 20 °.
Завъртете шпиндела 7 от инструментална стомана, втвърдете и шлайфайте до размера на лагера. Завъртете всичките пет раздалечителни втулки 8 от стомана. Когато сглобявате, поставяйте ги последователно, като се започне от слепото лице на шпиндела 7. На струга също шлайфайте три фланца 5 за монтиране на лагери 6 на шпиндел 7.Две от тях, които са най-близо до конусната двойка, трябва да имат отвор на лагера малко по-дълбок от височината му. Това е необходимо, за да се предотврати преждевременното износване на лагерите, причината за което е аксиалното удължение на шпиндела 7 в резултат на нагряване по време на работа. Третият фланец трябва здраво да притисне лагера към края на корпуса 11, така че дълбочината на отвора на отвора да бъде взета с 0,1 mm по-малка от височината на лагера. Отворите за кацане се пробиват строго под външния диаметър на лагера (плъзгащ се монтаж). Случай 11 е U-образна скоба със стени с дебелина 8–10 mm. Вземете блок дуралумин или ПХБ с подходящ размер и с помощта на свредло и обикновена ножовка изрежете два канала, на мястото на които ще има конусна двойка, а от другата - барабан 12. Пробийте голям отвор успоредно на основната ос на корпуса под шпиндела 7 с дистанционери 8 и четири отвора с последваща резба за винтовете за закрепване на фланците 5. В зависимост от размера на електрическата бормашина, свързващата равнина на корпуса 11 с крайната страна на лагерния фланец 2 се обработва под подходящ ъгъл спрямо основата 10. Подсветка LYTA отвор и се нарязва на резбата на винтовете съединителния фланец 2. Основата 10 е най-добре от стомана или дуралуминиум плоча дебелини на 3 или 5 мм. В основата, строго чрез маркиране с бормашина и след това финализиране с кръгла пила, изрежете работния отвор за барабана 12. След това пробийте дупки за закрепване на кутията, корпус 9 и дръжки 15 и 16 с винтове и винтове. За надеждно фиксиране на електрическата бормашина върху основата е добре да се направи дървен клин / 7. Най-важната операция за сглобяване на рендето е инсталирането на шпиндела 7 с всички прикрепени части в корпуса 11. Това отнема много време и затова трябва да се извърши след внимателно прилепване на всички компоненти един към друг. Първо поставете крайния лагер 5 здраво върху закаленото и заземено вретено.
Лагерът се извършва по следния начин. В порок закрепете парче дебелостенна тръба с вътрешен диаметър с 0,5-1 мм повече от диаметъра на шпиндела. Поставете лагера върху края на тръбата и поставете резбовия край на шпиндела в отвора му. Намажете полираната повърхност с масло и леко ударете чука върху слепия край на шпиндела и го закарайте в тръбата. След това поставете дистанционната втулка 8, поставете барабана в корпуса и го поставете върху шпиндела. По дължината на надлъжната ос в корпуса последователно се слагат дистанционер, втори сачмен лагер, втори фланец, трети раздалечител, ключ, задвижвана предавка 4, четвърта дистанционна и трета сферична лагер, след това втулка, пружинна шайба и затягаща гайка, която внимателно затяга целия комплект, последователно се слагат на шпиндела , След това, с щифтове 14, фиксирайте барабана върху шпиндела и затегнете винтовете, които закрепват фланците 5. Последните операции за завършване на рендето ще бъдат създаването на оформен корпус 9 и дифузьор 14. Те ще предпазят работните органи от чипове, а пръстите ви от наранявания. Изрежете ги от лист дуралумин с дебелина 1,5-2 мм.