
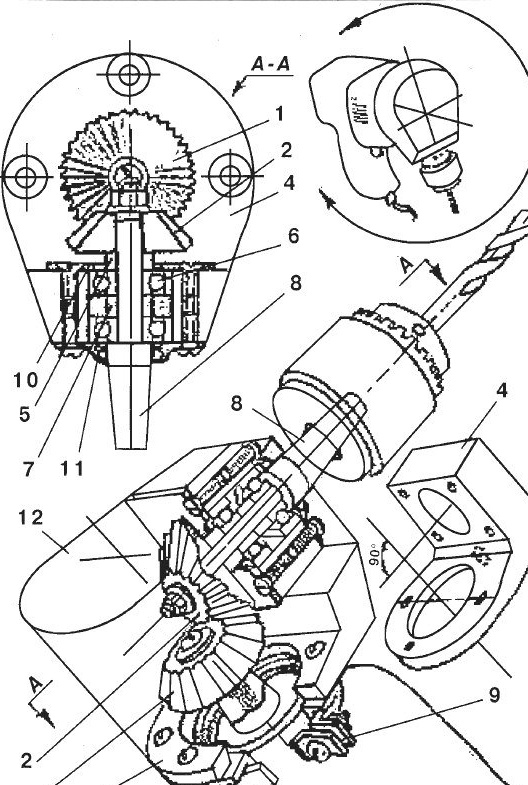
Фиг. 1. Ъглова тренировка
Свредлото се завърта на 90 ° спрямо самата тренировка. Завъртането на оста на въртене на шпиндела се осъществява от две скосени зъбни предавки: задвижване 1 и задвижване 2. Те могат да бъдат избрани от стари, остарели инструменти и механизми. А размерите на устройството зависят от размера на предавките. Забележка: диаметърът на зъбното колело не трябва да надвишава 38 мм - тъй като по време на монтажа той трябва да преминава свободно през отвора на фланеца 3. От готовите части, с изключение на зъбни колела, стандартни болтове, гайки и шайби, ще ви трябват още два еднакви сачмени лагера 6, по-добре е ако са ъглов контакт с вътрешен диаметър от 7 до 10 мм. Знаейки размера на зъбните колела и лагерите, можете да започнете да произвеждате останалите части на устройството на стругови, фрезови и пробивни машини. На струг пробийте отвора на зъбчатото колело за електрическия бормашинен конус. Изберете размера на отвора, така че конусът да се побере в зъбното колело не повече от 3/4 от дебелината му. Извъртете шпиндел 8 от инструментална стомана. Изчислете неговите размери, като вземете предвид дебелината на задвижваното зъбно колело 2, височината на лагерите 6 и дебелината на дистанционните втулки 5 и 7. Зашийте единия край на шпиндела върху конуса със същия размер като свредлото, тъй като скобата е монтирана върху него патрона.
Пробийте дупка в края на другата и изрежете лявата нишка под затягащата гайка. След завъртане втвърдете шпиндела и шлайфайте коничните и цилиндричните повърхности. Лагерният фланец също се обработва от стоманена заготовка. Вътрешният му диаметър трябва да е равен на диаметъра на гърлото на електрическата бормашина. Тъй като фланецът е закопчан със скоба 9, направете шест надлъжни разреза в ръба му. В края на фланеца пробийте четири отвора за болтовете, за да закрепите корпуса 4. Сега пристъпете към производството на най-сложната част - корпуса.Най-добре е да го направите от барабан от дуралумин или текстолит. Излишната част на щангата според чертежа се отстранява на фрезата. На сондажна машина пробийте два отвора за взаимно перпендикулярни оси. На струга пробийте дупките за зъбните колела и лагерите. Не забравяйте да пробиете дупки за монтаж в корпуса - четири за закрепване на фланеца, осем за закрепване на капаците 10 и 11. Обърнете особено внимание на оста на шпиндела, която е строго успоредна на носещата равнина на корпуса. От стоманения детайл шлайфайте дистанционери 5 и 7, капаци 10 и //. В капак 11 издълбайте жлеб под жлезата - филцов пръстен с вътрешен диаметър, равен на диаметъра на шпиндела. Точността на сглобяване и необходимия ъгъл на предавката могат да бъдат осигурени чрез уплътнения от алуминиево или медно фолио, които трябва да бъдат монтирани между фланец 3 и корпус 4. Накрая заключете всички резбови връзки с пружинни шайби, така че да не се отклоняват по време на работа. Оформен корпус 12 е необходим за защита на работните органи от прах. По-добре е да изрежете от лист дуралумин с дебелина 1,5-2 мм. Смажете всички триещи се повърхности преди употреба.