

В някои моменти, за да създадете определени дизайни, може да се нуждаете от определени инструменти или машини. Например, за да се даде на тръба или профил определена форма, т.е. има нужда от промяна във формата. За подобно действие е необходима машина, която ще ви помогне да се справите с тази работа.
Така че авторът на YouTube канала Юрий Сербин имаше такава нужда. Затова за своите нужди той сглоби машина, която огъва профилни тръби. Дизайнът на тази машина за огъване на профили е доста лесен за производство, трудността може да бъде породена само от необходимостта да се намери стругар, за да се шлифоват някои детайли. Ако имате на ваше разположение струг или струг, тогава не би трябвало да има проблеми при производството.
Инструментът, който съветникът използва при работа:
Заваръчна машина
-USHM (български),
-drel,
- магнитни държачи.
Авторът взе по-голямата част от материала, необходим за изработката на машината гаража, Използвани са стари ъгли и други парчета желязо. Като начало авторът прави основата на бъдещото профилиране. За да направи това, той взема два ъгъла с размери 60х40 мм и ги заварява заедно. На следващо място, от ъгъл с размер 35х35, се зарязват детайли за стелаж за средния валяк, който ще огъне огънатата част. От едната страна на всеки ъгъл се изрязва една стена, така че да прилепва плътно към основата при заваряване. Тези части са поставени върху основата, проверени за равномерност чрез ъгъл и заварени.



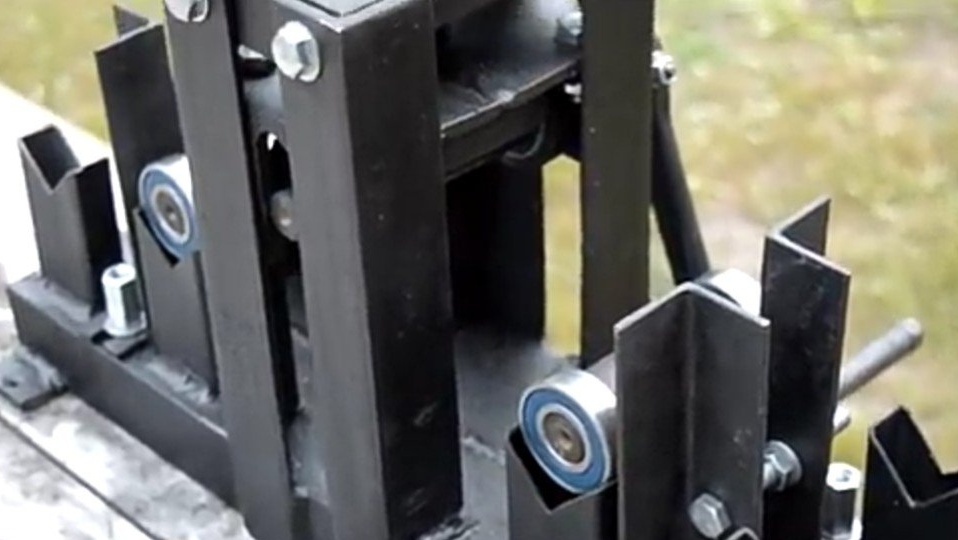
Следващата стъпка е да направите платформа за усукващия валяк. Две ъгъла с размери 60х60 излизаха върху него, в стените на които бяха направени прорези, които съвпадаха с разстоянията между стелажите на средния валяк. Тези части са заварени. След това, също от ъглите, като ги монтира към вътрешния размер на опорните стълбове, се създава капак, в средата на който се пробива отвор за резбовата пръчка. Върху него е заварена висока гайка. След това частта се вкарва в стелажите, така че нейните краища да са на едно ниво с краищата на опорните ъгли. Пробиват се дупки, в които се реже нишката.С помощта на болтова връзка частите са свързани.












В долния край на щифта е резба. В този край се поставя гайка и се заварява. Във втората гайка и края на шпилката се прави проходен отвор. В частта, върху която ще се монтира ролката, се прави отвор за щифта. В него се вкарва, а в края, където има отвор, се поставя гайка. През отворите се прокарва ключалка, за да не отлети. С тази връзка щифтът ще се завърти и повдигне-спусне механизма за затягане на машината.







Взема се метална пръчка и заготовките, върху които ще бъдат монтирани лагерите, се отрязват.
Освен това, с помощта на струг, авторът смила краищата на ролките, така че лагерите да се носят върху тях. Този валяк, който ще бъде инсталиран в средната част на машината, има по-удължена основна част. Това е необходимо, за да може да се сложи дръжка, която да захранва машината. За лагери, монтирани в същата част на машината, авторът шлифова защитни капаци, които са заварени към затягащата част на частта.










Опорите са изрязани от профилната тръба 20х40, но ролките с лагери ще бъдат монтирани. Сечения, подобни на структурата на гълъб, са направени в профили. Такива части се нуждаят от 8 броя. Те са заварени към основата, 4 броя от всяка страна. Върху тях ще бъдат монтирани ролки, по които ще се движи огънатият детайл. Между тези опори са инсталирани водачи, направени от ъгъл. Те няма да бъдат заварени към основата, а да бъдат монтирани върху нея с болтове, за да може да регулирате ширината в зависимост от огънатия профил. Следващата стъпка е да инсталирате дръжката и монтажните плочи. Плочите са необходими за твърдо закрепване на машината към повърхността, така че тя да е стабилна по време на работа.

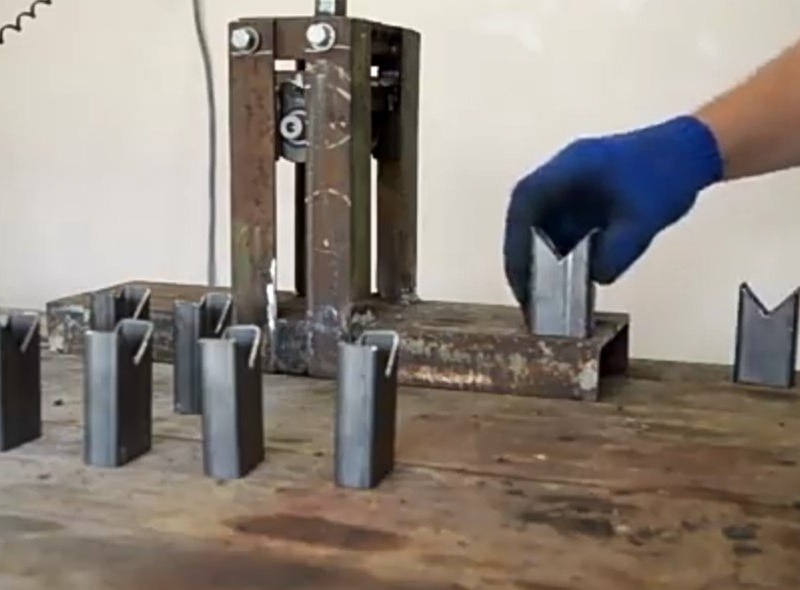










Последната стъпка е боядисване и тестване на изпълнението.








Както можете да видите, машината уверено се справя със задачата си.