
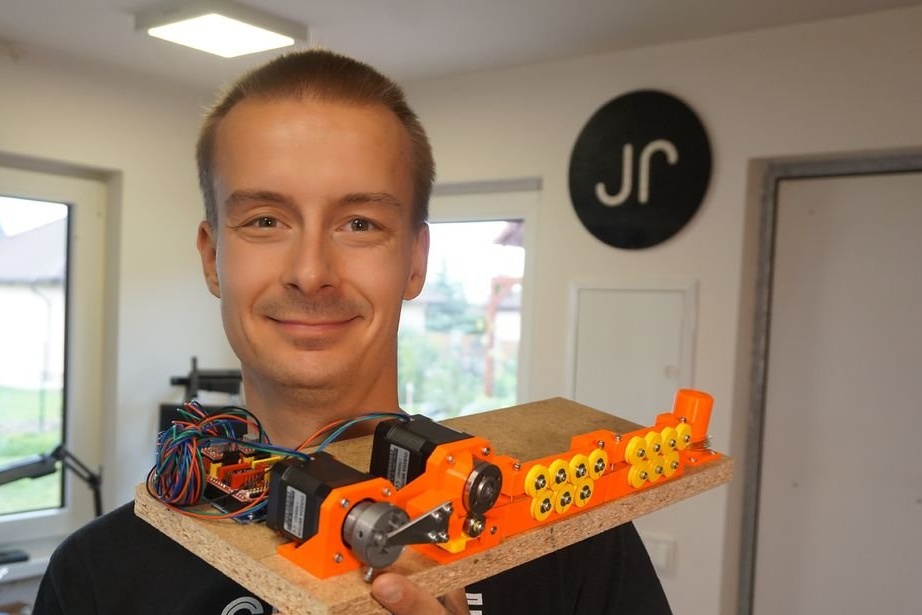
Интересно устройство е изобретено и произведено от Майстора, това е апарат за огъване на тел от всякаква форма. Изработката на пружини е една от неговите характеристики. Тази машина може да огъва проводници 0,8 / 0,9 / 1 мм във всяка 2D форма.
Основната цел на производството на тази машина беше да автоматизира процеса на огъване. Други домашно направени машини не са много точни и завоите им имат доста голям радиус.
Втората задача беше да се направи възможно най-просто, като се използват общодостъпни части и компоненти. Някои части на машината са отпечатани на 3D принтер, а метални части могат да бъдат закупени в магазина.
За какво е майсторът на такава машина? Интересува се да прави LED фигури, снежинки, звезди, цветя и т.н. При производството им са необходими идентични части от тел и тази машина ще улесни тяхното производство.
Нека да гледаме кратко видео с пример за устройството.
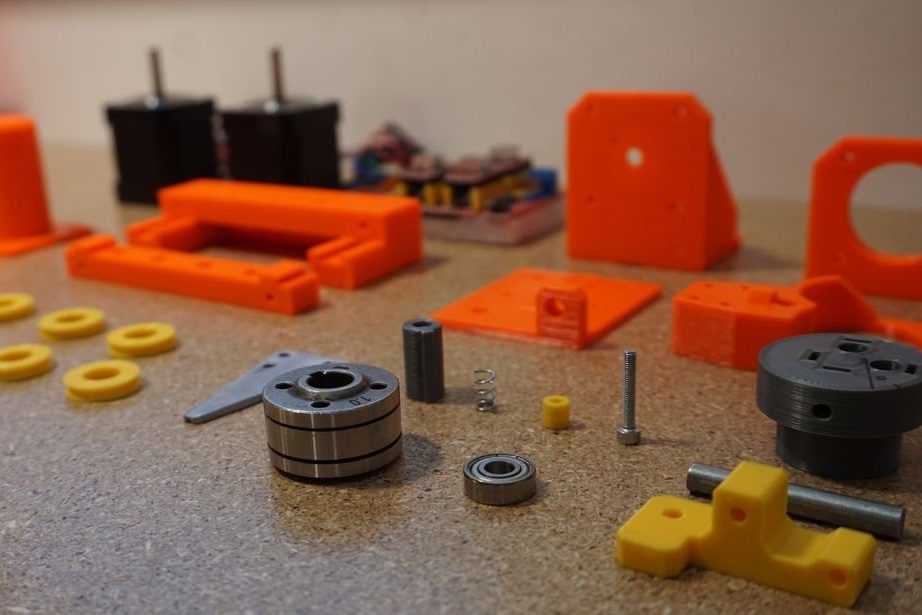
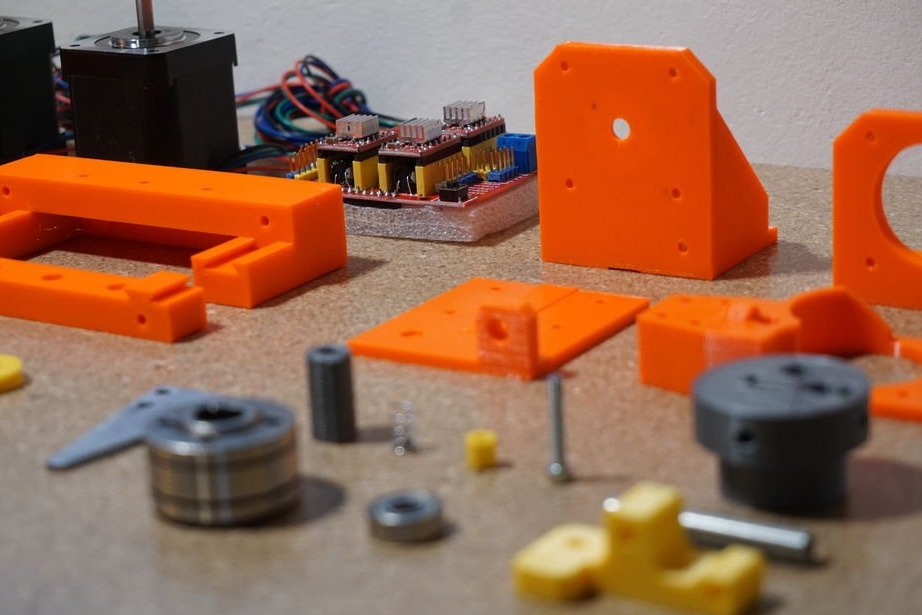
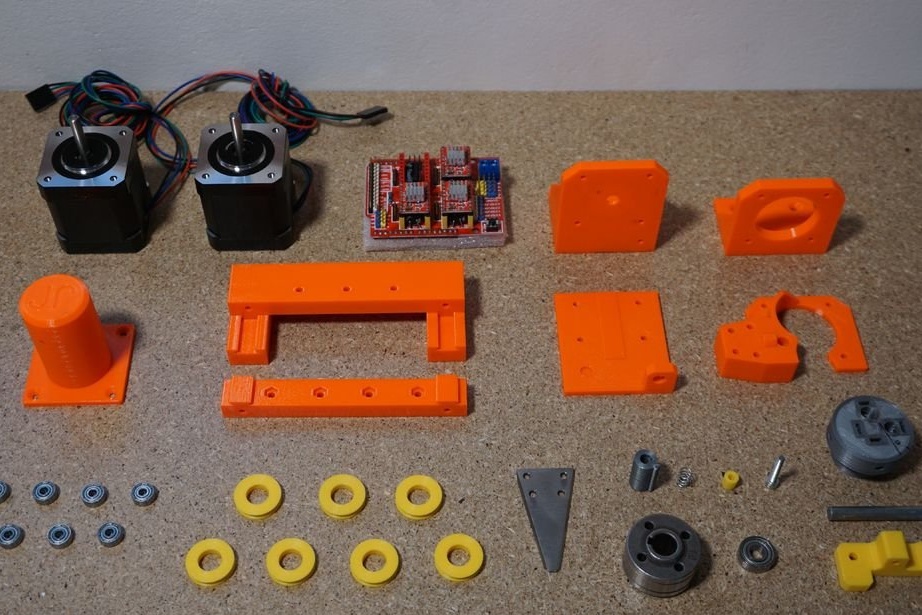
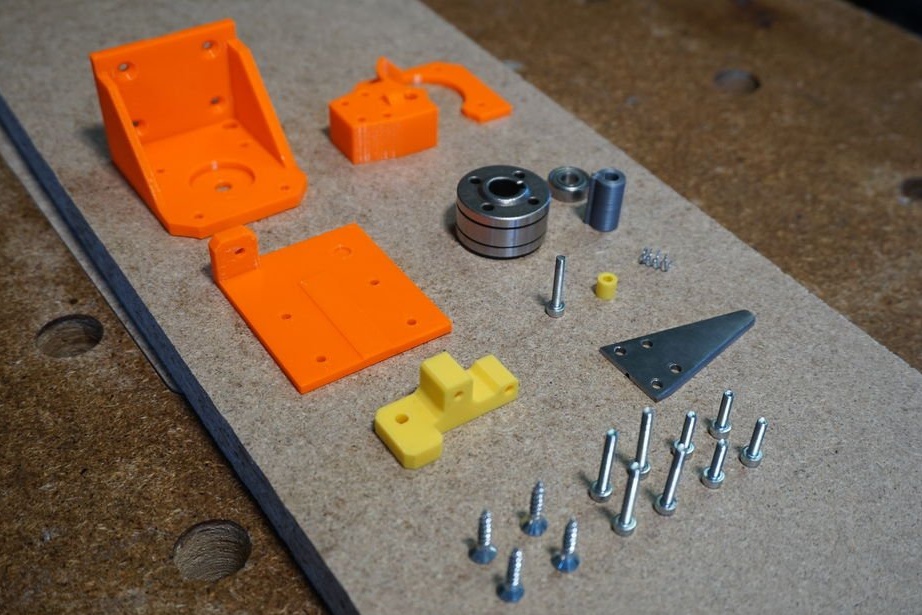
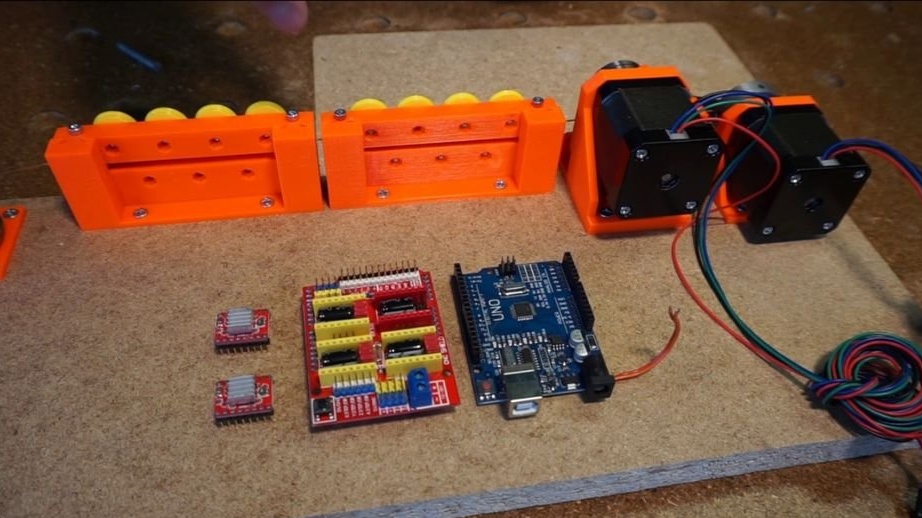
Така че, за производството на такава машина, майсторът използва следното
Инструменти и материали:
-3D подробности (могат да се изтеглят файлове за печат тук);
-Krepezh;
-Arduino UNO;
-Разширителен съвет за Arduino UNO;
-Стап драйвер A4988 -2 бр;
-Стъпка двигател NEMA17 -2 бр .;
-12V 3A захранване;
- механизъм за подаване на тел;
-Стална пружина 4х6 мм;
- Лагер 3х10х4 мм;
-Несеща 6x15x4 мм;
-6 мм стоманена пръчка;
- Стоманен лист с дебелина 2 мм;
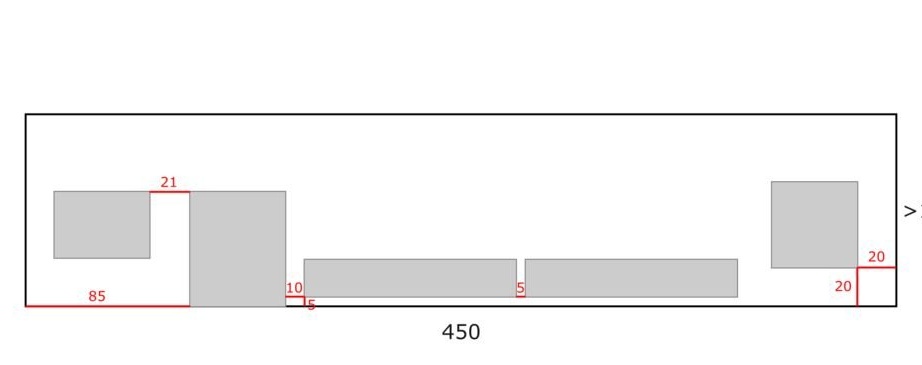
-Дървена дъска за основата 450х100 мм;
- отвертка;
гон;
Първа стъпка: Как работи
Нека да разгледаме как работи машината (от дясно на ляво).
Държач за макарата - тя държи макарата на тел за обработка на машината.
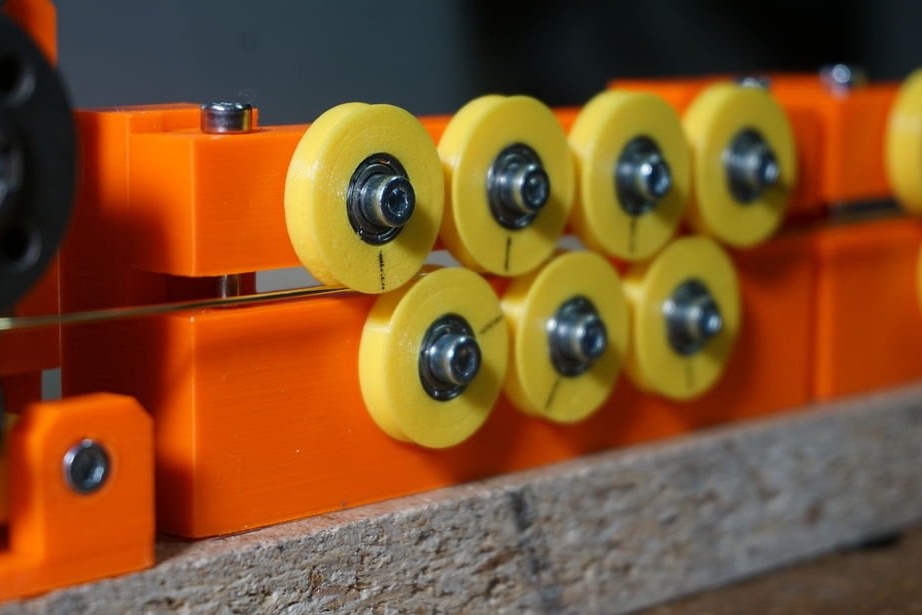
Токоизправител - комплект от 7 ролки, така че проводникът да е възможно най-равномерен. Работата с права жица е от решаващо значение. Ето защо два токоизправителя.
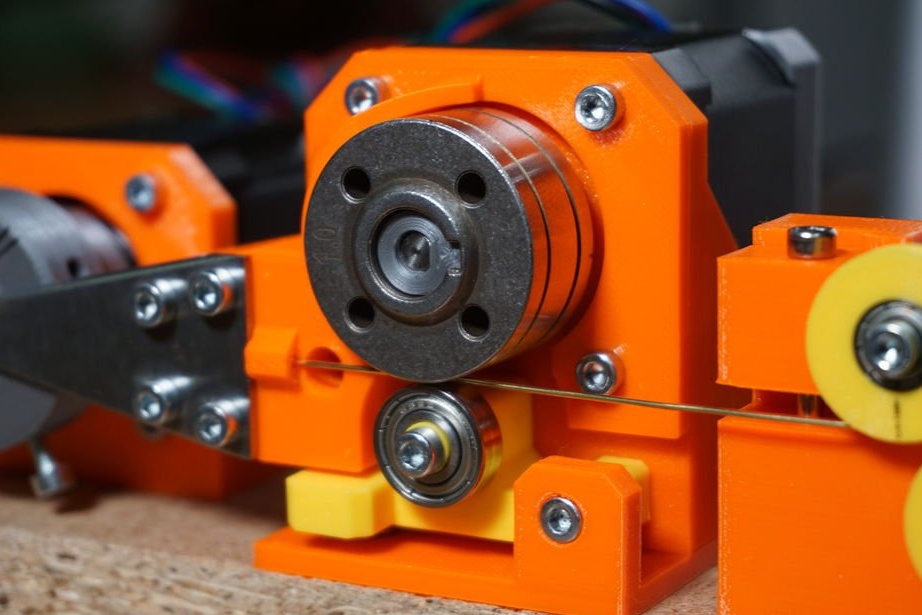
Broach - можете да намерите подобен механизъм във вашия 3D принтер. Комплект зъбни колела дърпа жицата от макарата през ролките и я избутва към главата за огъване. Механизмът на подаване трябва да има достатъчно налягане на жицата, така че да не се подхлъзва. Повече за това по-късно.
Машина за огъване - тя огъва жицата в програмирана форма.
Всичко това се контролира от един Arduino UN с CNC щит.От компютъра се изпраща команда до Arduino и тя ги превежда в команди за стъпкови двигатели.

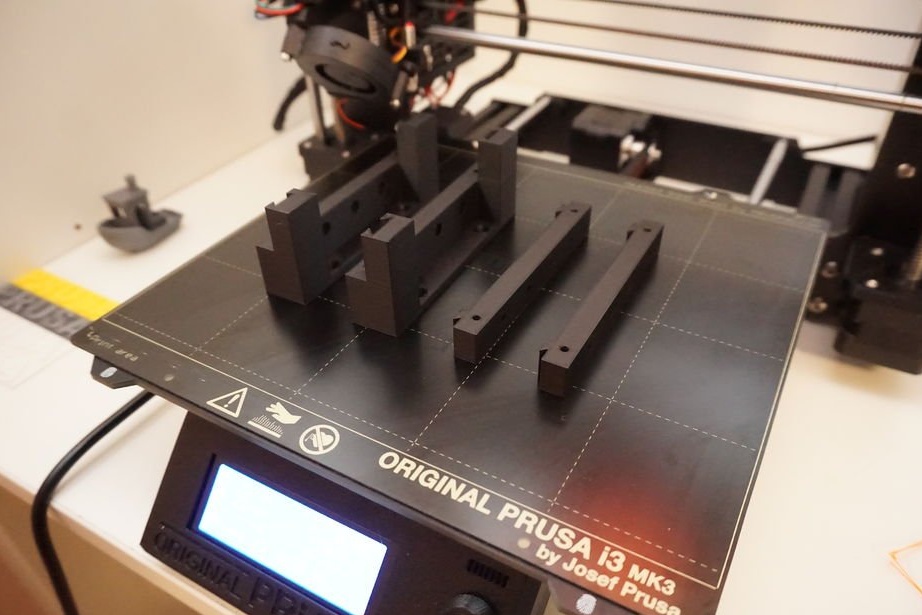
Стъпка втора: Печат на части
Трябва да отпечатате следните подробности и в следното количество (за да избегнете объркване, оригиналния текст):
гуляй
Глава на инструмента
Рамка на двигателя
фидер
Рамка на двигателя
Долна рамка
Тел водач
Колесна предавка на празен ход
Пространствен дистанционер на празен ход
Разпределител на предавките на предавките
Огъваща плоча (шаблон)
Изправящи ролки (2x)
Рамка за легло (2x)
Рамка на горната предавка (2x)
Валяк (14x)
Държач за макарата
Височина на слоя при печат 0,15 мм. 40% пълнеж. Отпечатването отнема 2 дни.

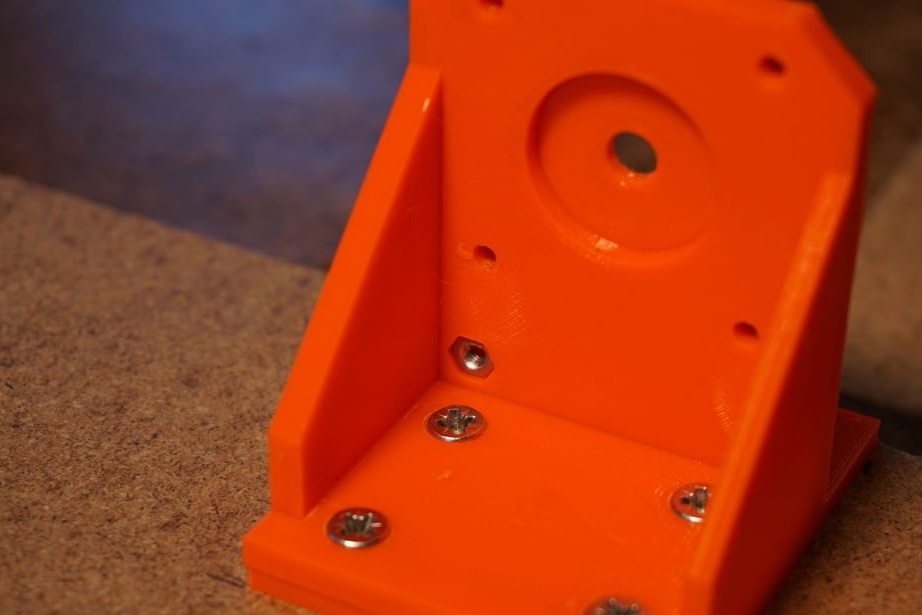
Трета стъпка: машина за огъване
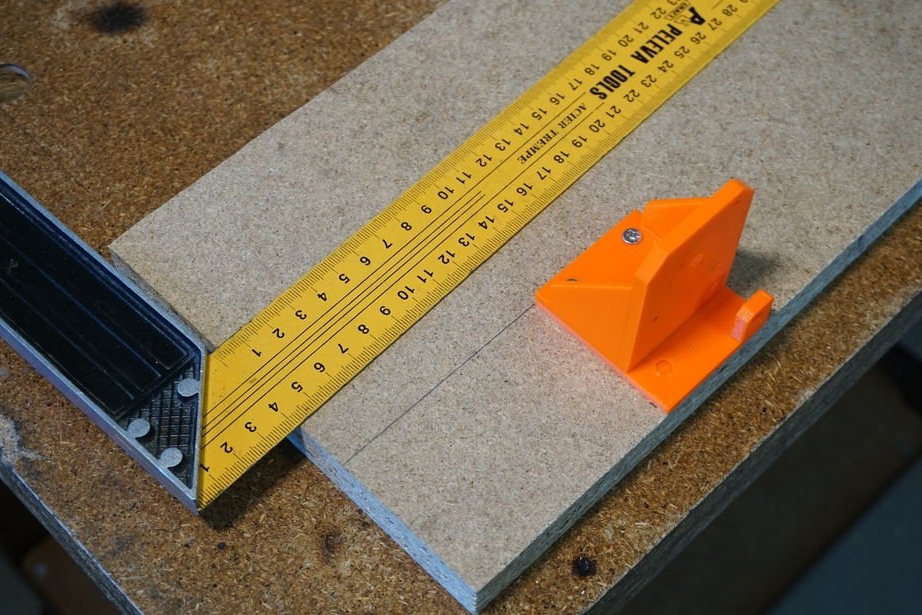
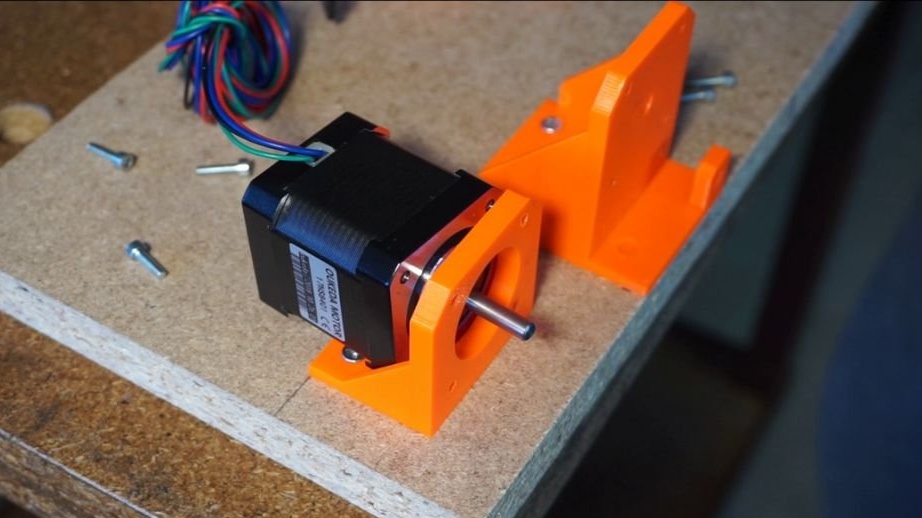
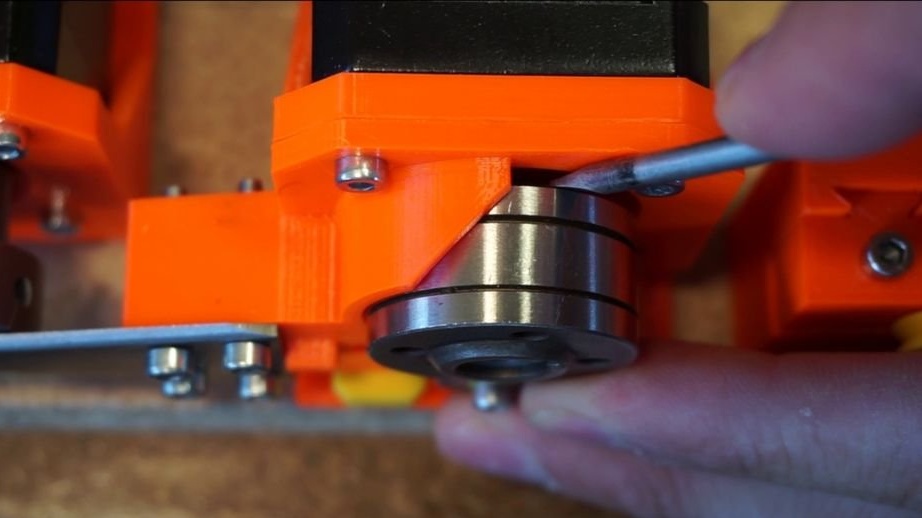
Главният завинтва две рамки към основата. Важно е да инсталирате и двата кадъра, както е показано на чертежа.
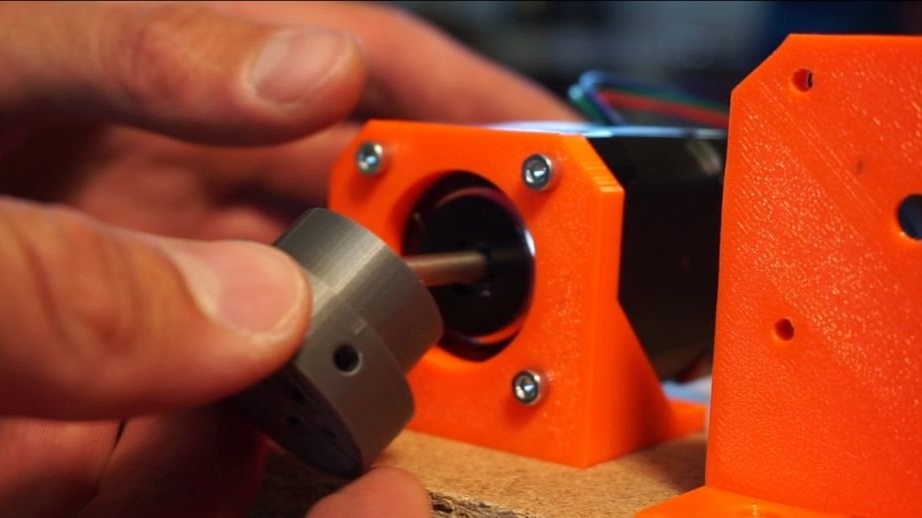
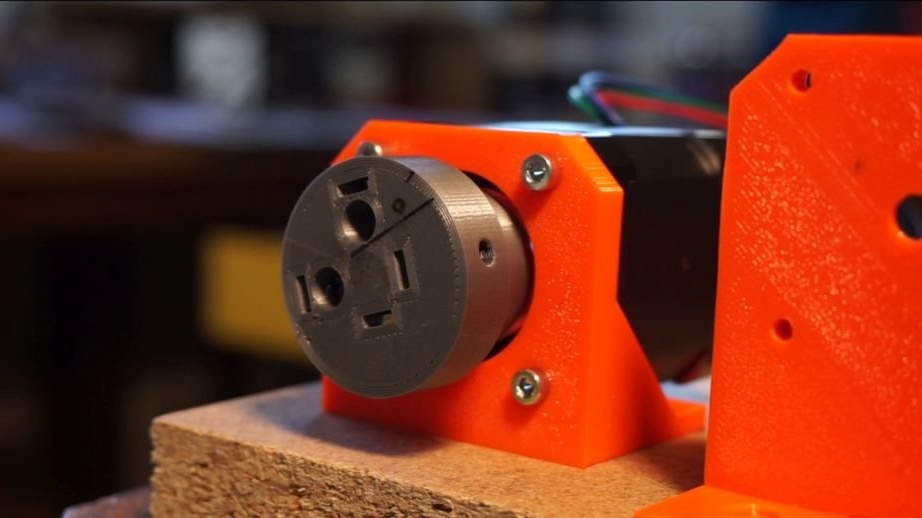
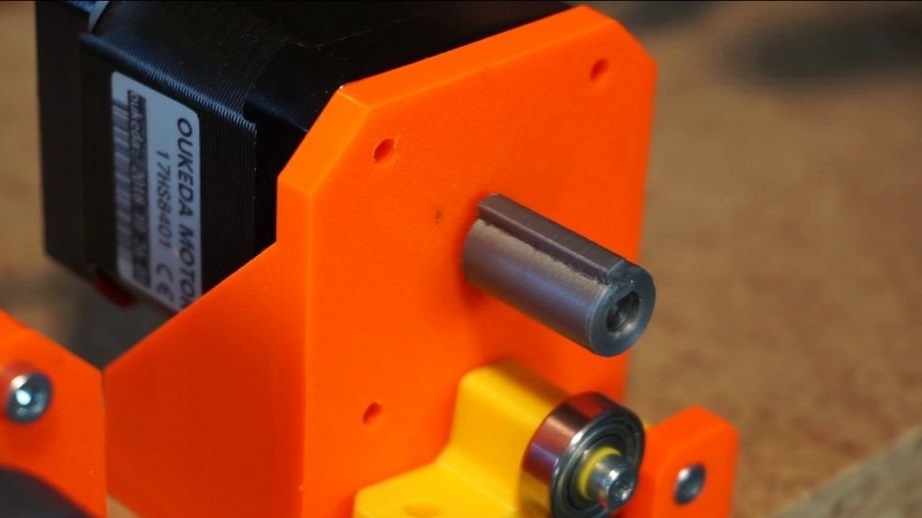
Закрепва стъпковия мотор към рамката. Закрепва главата към вала на двигателя.


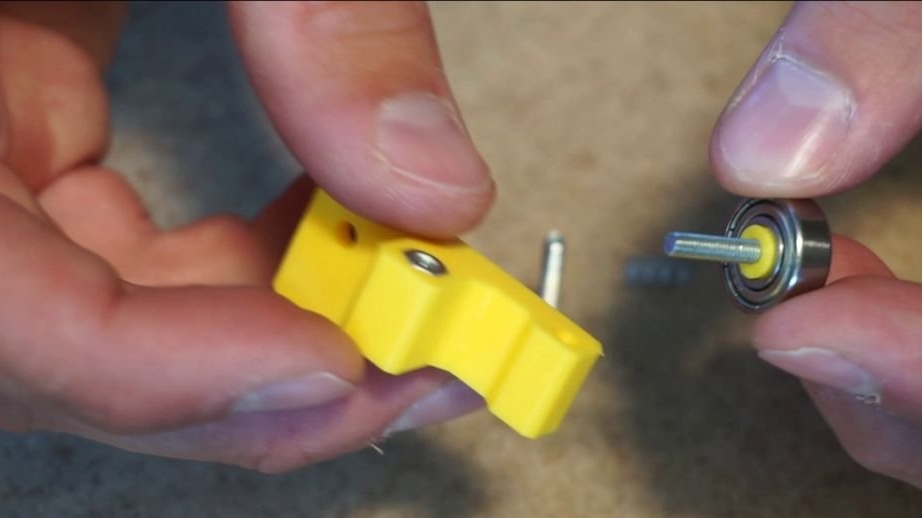
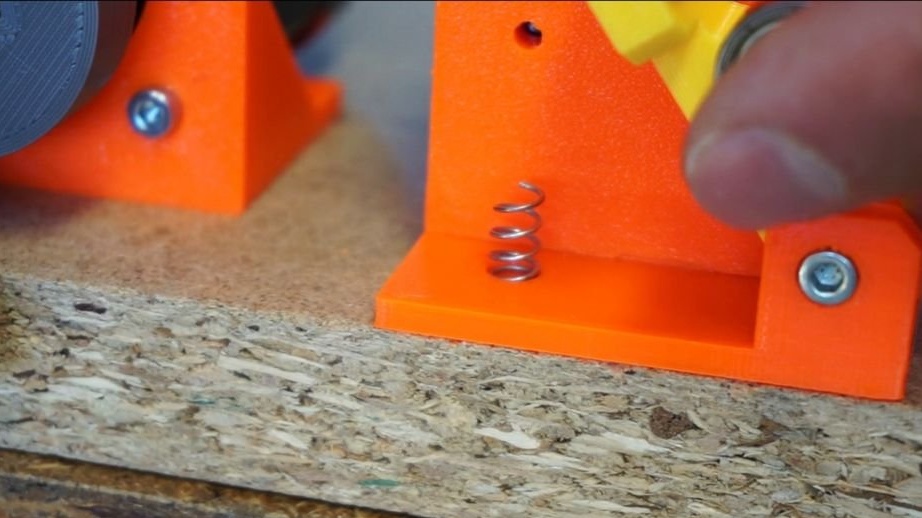
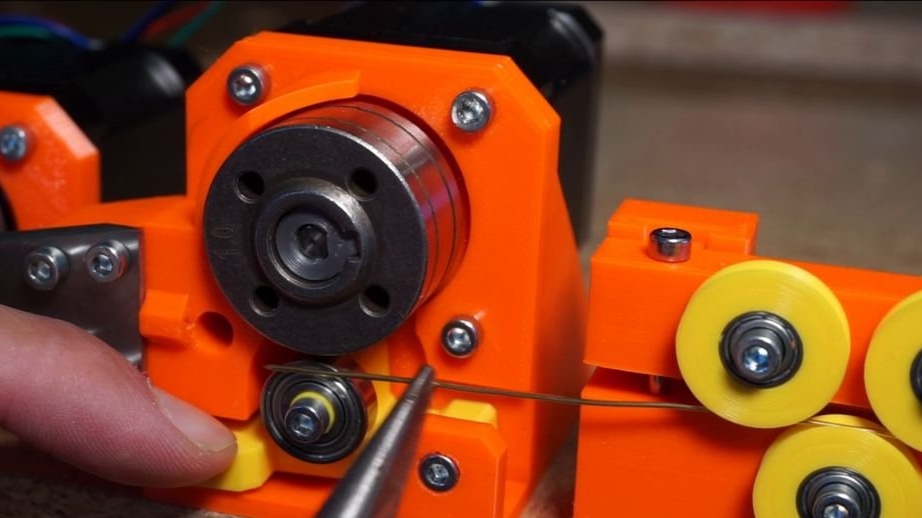
Четвърта стъпка: Размах
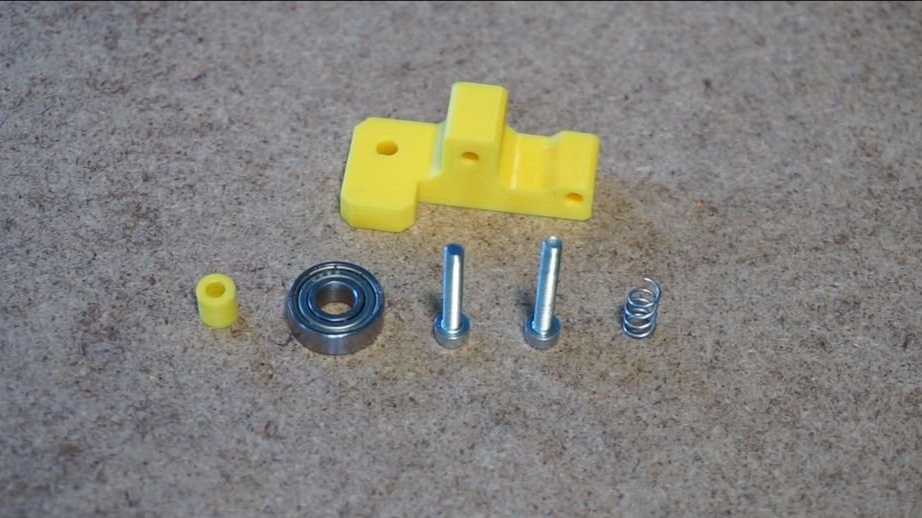
Рамката вече е инсталирана, така че първата стъпка в създаването на механизъм за подаване е да се изгради карета за междинната предавка, която ще натисне жицата към механизма за подаване. Извадете пластмасовото уплътнение вътре в лагера 6x15x4 mm. Монтирайте лагера на болта M3x20. Поставете гайката M3 в каретата и завийте лагера върху болта. Уверете се, че лагерът се върти свободно. Поставете втората гайка M3 в рамката на двигателя (страна на двигателя в долния ляв ъгъл) и завийте каретата през малката скоба, използвайки болта M3x20. Не претягайте болта, каретата трябва да се движи свободно. Повдигнете каретата и поставете пружината в отвора под нея.
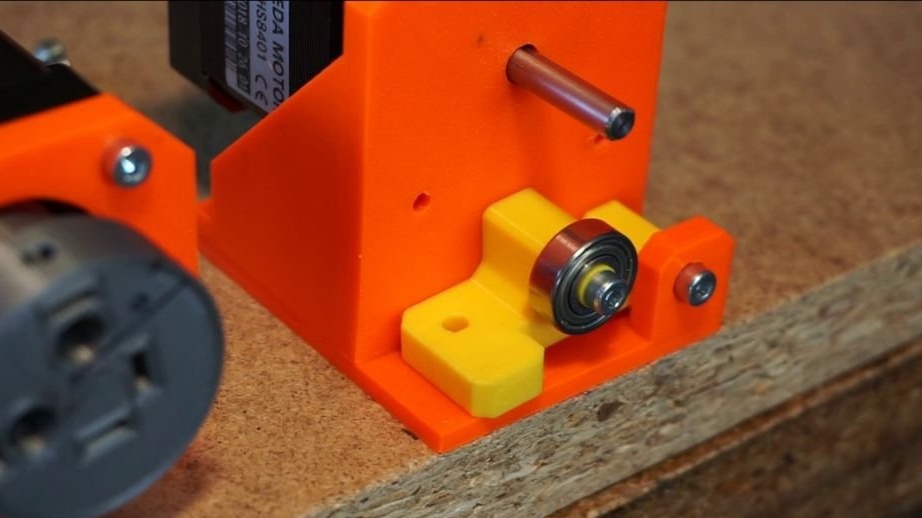
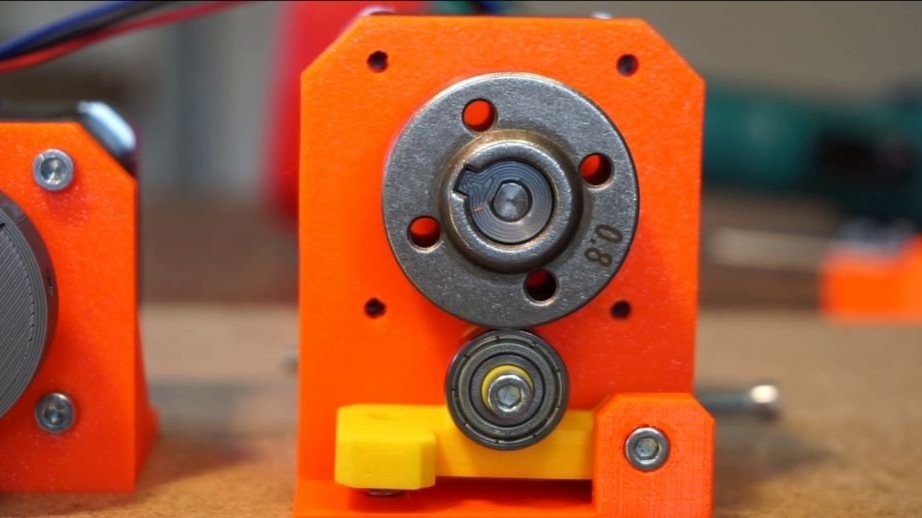
Вземете втория стъпков мотор и го инсталирайте в рамката на двигателя. Не се завинтвайте още. Натиснете дистанционера на захранващия механизъм към вала на двигателя и инсталирайте механизма за подаване.
Механизмът на подаване, който капитанът използва, е взет от заваръчна машина MIG. Механизмът има две вдлъбнатини на бобината. Един за проводник 0,8 мм и един за проводник 1 мм. За разлика от зъбни колела (преди това капитанът се опита да захрани жицата с тях), този механизъм не оставя следи по жицата.
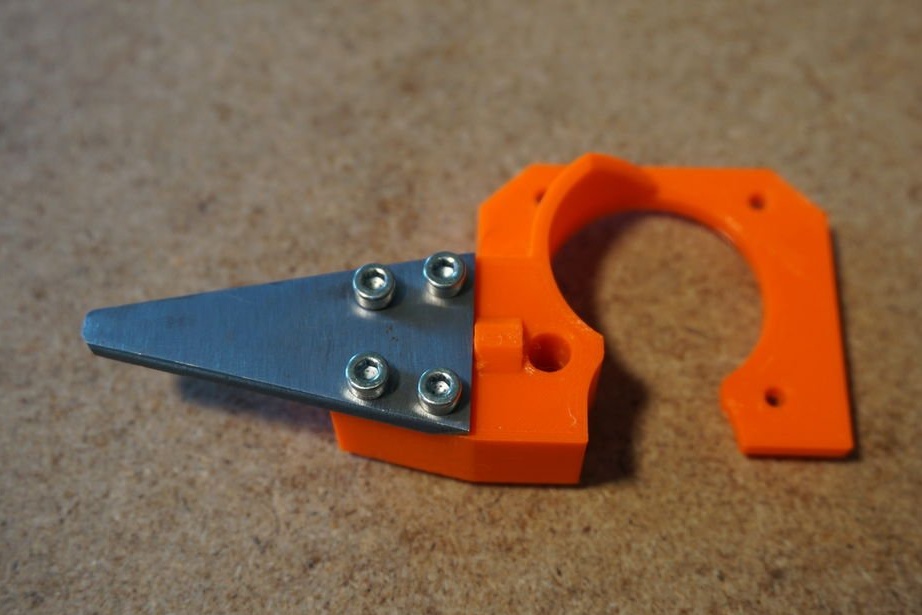
Подаващото устройство и устройството за огъване са свързани чрез огъваща плоча - метална плоча с дебелина 2 мм с малък жлеб на задната стена, която подава жицата директно към центъра на огъващата глава за перфектно огъване. За печат има пластмасова пластинка за огъване, която работи чудесно, но се износва бързо и изисква честа подмяна. Можете да го използвате или да направите метална плоча върху него.
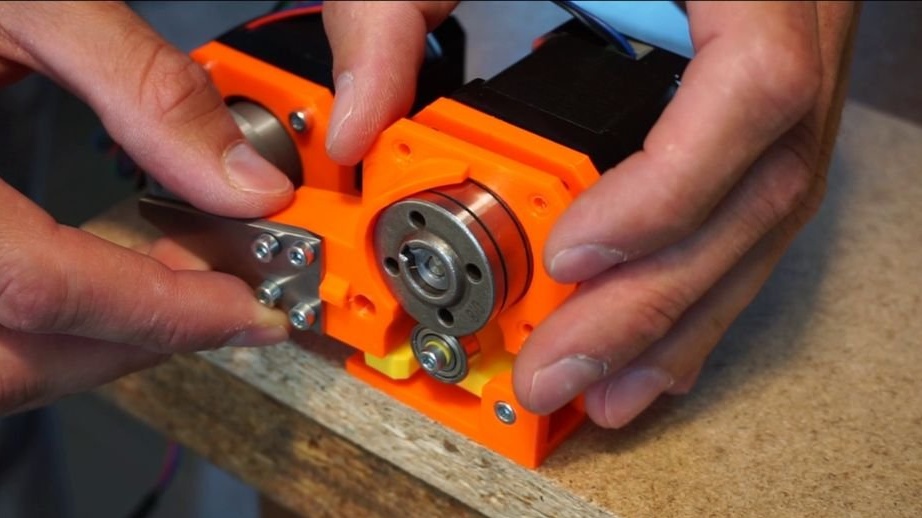
След това вземете пластмасовата част на водача на проводника и инсталирайте четирите гайки M3 в отворите от задната му страна. Сега завийте пластината за огъване с болтовете M3x20. Поставете водача на жицата пред рамката на двигателя на захранващия механизъм и го закрепете към двигателя с четири болта M3x12. Регулирайте позицията на огъващата плоча. Тя трябва да е точно в центъра на огъващата се глава.
Брошът е готов. Ако имате права жица, можете да използвате жицата в момента. В противен случай се нуждаете от изправител.




Стъпка пета: Размах
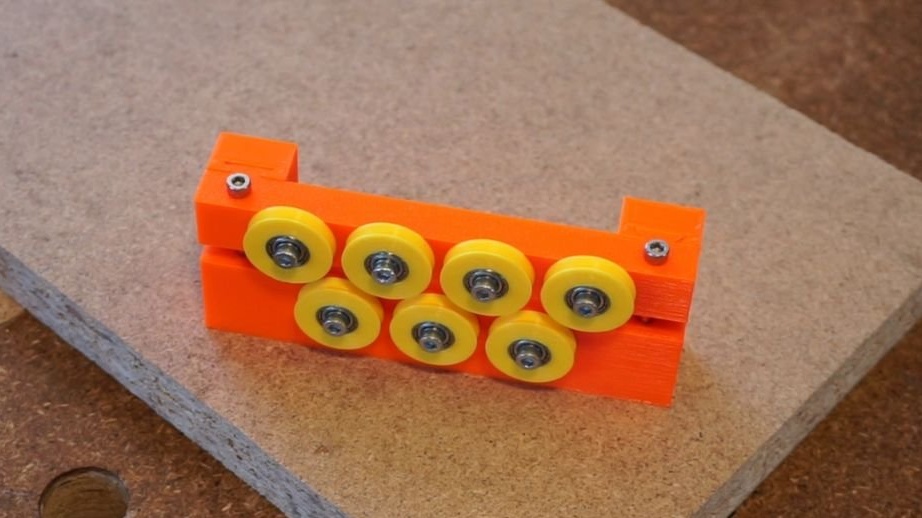
Телта обикновено се доставя под формата на намотка. За да огънете жицата, първо трябва да я изправите. Токоизправителят се състои от 7 ролки (4 отгоре и 3 отдолу), които могат да се притискат един към друг, за да се осигури правилното напрежение на жицата. Освен това предотвратява усукване на жицата по време на огъване.
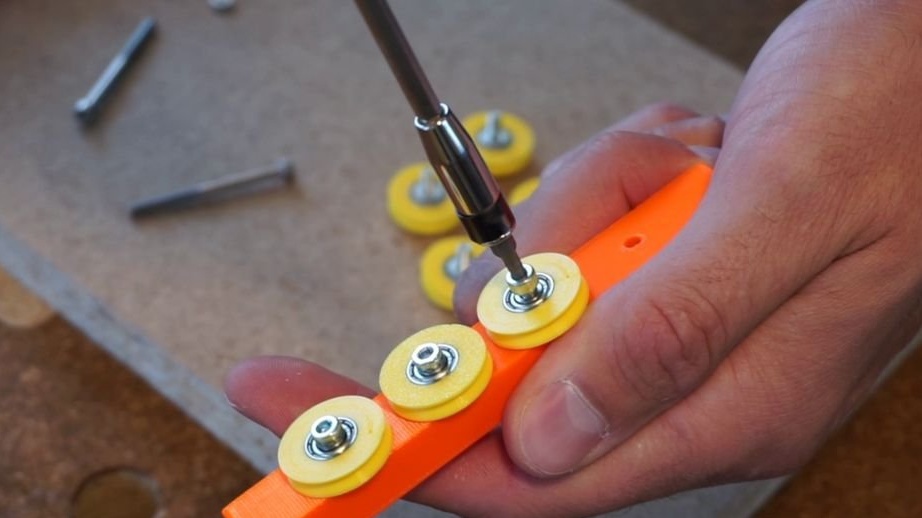
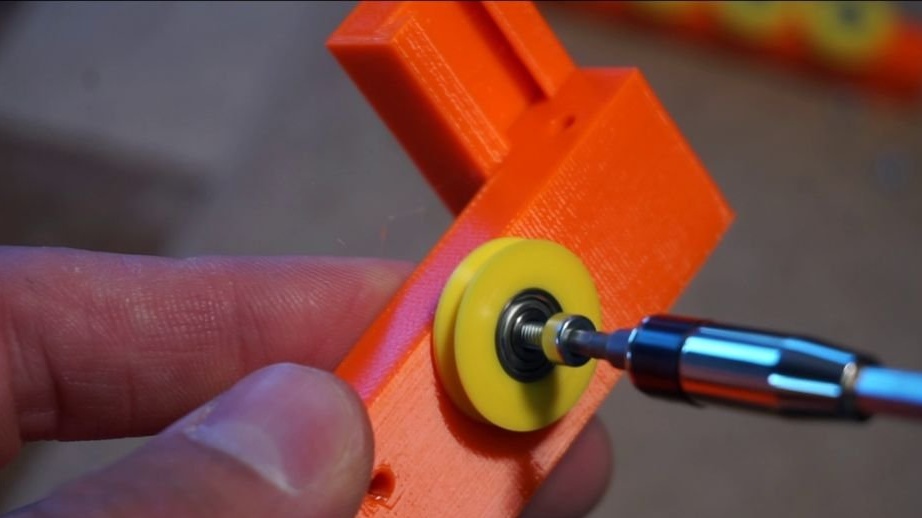
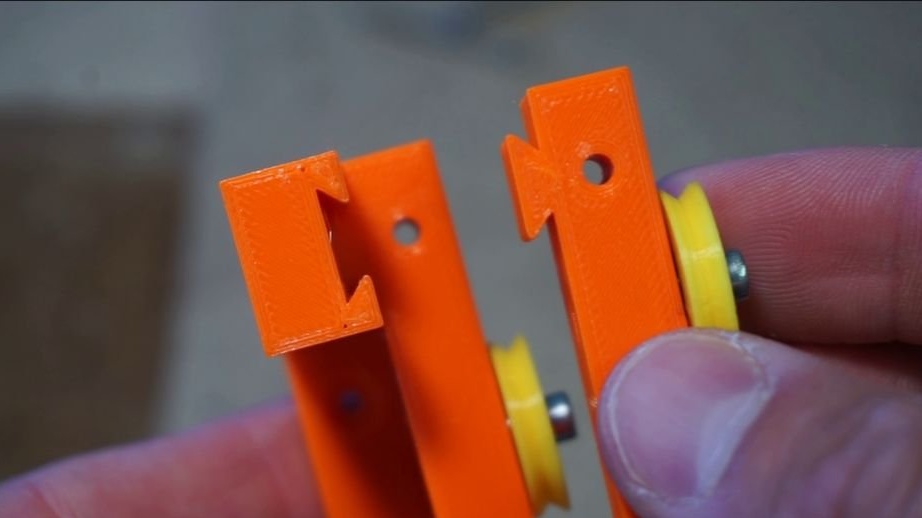
Започнете монтажа с ролковите колела. Първо трябва да натиснете лагера 3x10x4 mm в пластмасовия ролков корпус. Поставете болта M3x12 от едната страна и шайбата M3 от другата страна на ролката. Шайбата ще предотврати триенето на колелото върху рамката. Завийте всички ролки към долната и горната рамка. Свържете и двата кадъра. Закрепете рамката с два болта M3x40.
Можете да спестите малко пари на ролковите лагери. Принтирайте част Straightener_RollerNoBearing вместо Straightener_Roller. Но производителността ще бъде малко по-лоша.
За още по-добри резултати използвайте 2 изправителя подред.



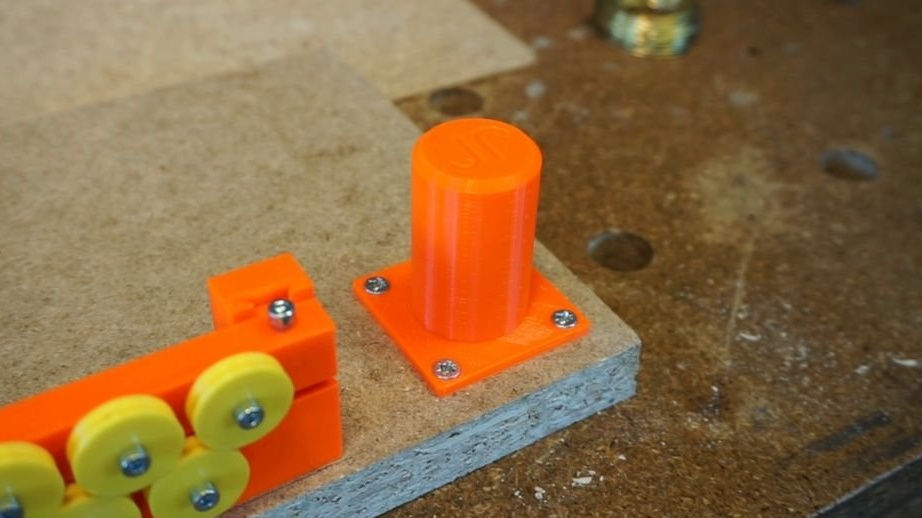
Стъпка шеста: Държач на бобината
Държачът на макарата е обикновен цилиндър, който държи жицата и й позволява да се развие от макарата. Завинтете го към основата с четири винта 3x16.
Стъпка седма: свържете се
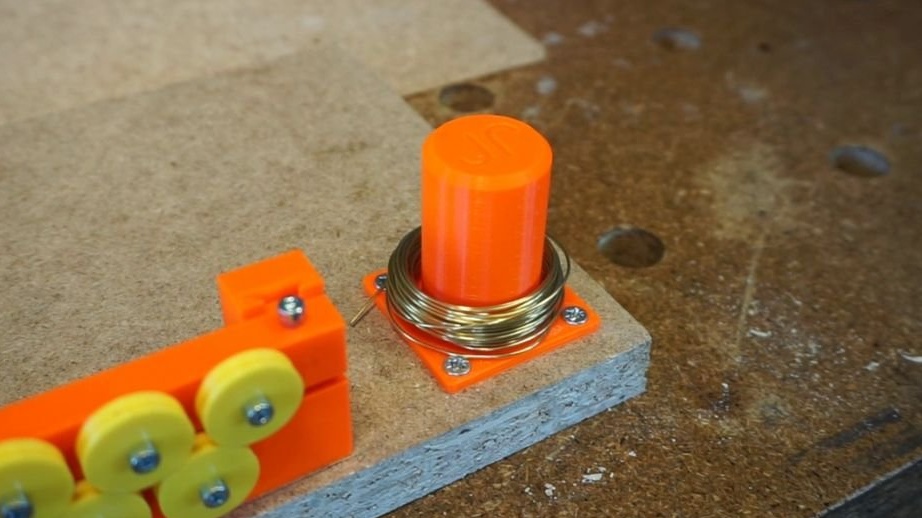
Първо, огъващият проводник трябва да бъде подаден към машината. Майсторът използва месингова тел от 0,8-1 мм във формата на намотка.
Телта преминава от бобината през ролките. Просто залепете жицата между ролките. После минава през брега.Регулирайте позицията на захранващия механизъм, така че улукът да е встранен с повърхността на водача на жицата. Натиснете лоста в междинната предавка и прокарайте жицата през подаващото устройство към огъващата плоча. Освободете лоста и го оставете да се притисне към механизма за подаване. Вече можете да превъртите механизма за подаване ръчно, за да натиснете жицата към главата за огъване. Внимателно регулирайте напрежението на ролките, като затегнете болтовете. Ролките не трябва да се въртят свободно, но телта трябва да се движи плавно.
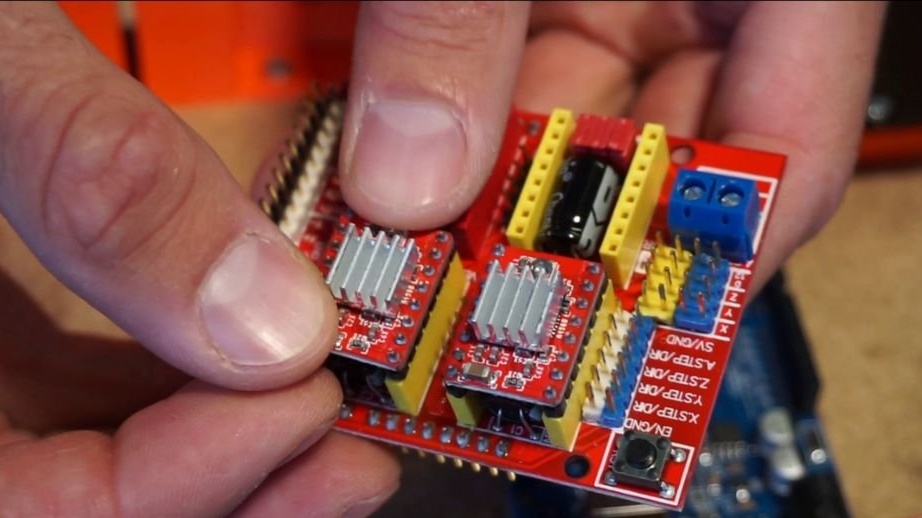
На второ място, електроника Контролерът също трябва да бъде свързан. Майсторът използва класическия Arduino UNO с CNC и два стъпкови двигателя на A4988. Захранващият мотор е свързан към оста Z, а двигателят на огъващата глава е свързан към оста X. Драйверите са конфигурирани за възможно най-голяма точност - вмъкват се всички 3 джъмпера под стъпалните драйвери. Всичко трябва да бъде свързано към 12V 3A захранване.
Стъпка осма: Фърмуер
Сега можете да опитате да стартирате машината. Майстор използва GRBL заедно с cncjs, Те са проектирани да работят на фреза, но работят чудесно за всеки тип CNC. GRBL е фърмуерът, който трябва да инсталирате в Arduino UNO. Има добър уеб клиент cncjs за настройка на параметри. Инсталирайте GRBL на Arduino и cncjs на вашия компютър.
След инсталирането трябва да се свържете с машината и да проверите нейната работа чрез натискане на бутоните Z +/- или X +/-.
Сега трябва да калибрирате: 10 mm = Z10 $ 102 = 34 $ 110 = 1600 $ 111 = 600 $ 112 = 1000 $ 120 = 500 $ 121 = 350 $ 122 = 350
Това е набор от стойности, които определят как да преобразуваме числото, посочено в кода, в движение на двигателя. Например, ако зададете оста Z на 30, това всъщност означава, че той ще прокара 30 мм жица през подаващото устройство.
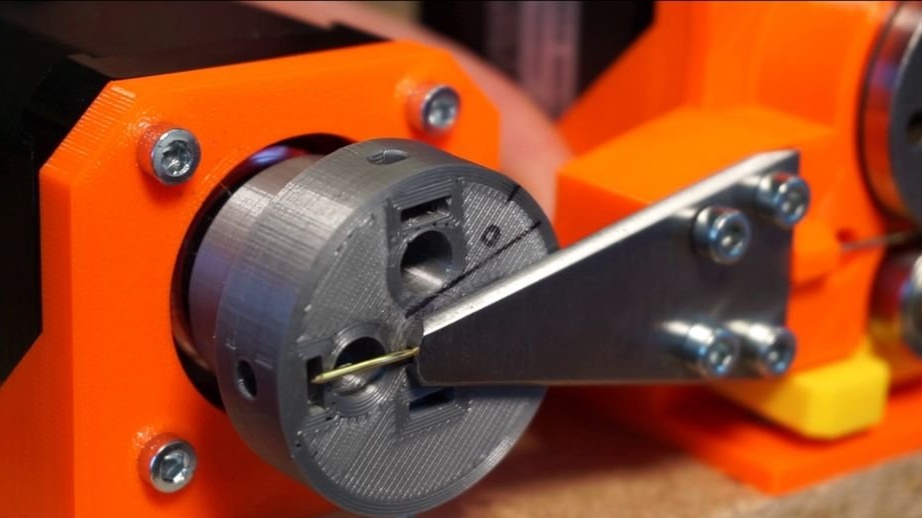
Разбрахме калибрирането, сега трябва да настроите огъващата глава в нулево положение.
Движението на огъващата глава се определя от добре известно фиксирано положение на огъващата глава. В този случай това е положението, при което огъващият щифт на главата е обърнат наляво. Вижте снимката.
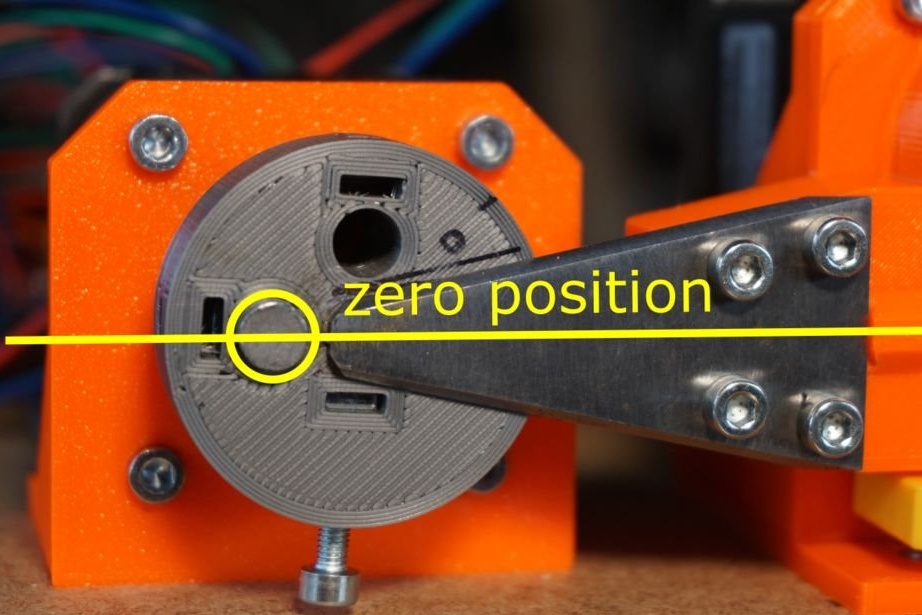
Препоръчително е да отбележите това нулево положение на главата, за да можете да го върнете в същото положение. Не е необходимо механизмът за подаване да определя нулевата позиция, защото той винаги се движи спрямо текущото положение.
Сега нека разгледаме пример с Gcode. Изглежда така:
G91
G1 Z1
G90
G1 X2
G1 X-6И ето за какво е написана всяка стойност:
G91 - използвайте относителни координати (необходими преди всяко движение по оста Z)
G1 Z1 - захранващ проводник 1 мм
G90 - използвайте абсолютни координати (необходими преди всяко движение по оста X)
G1 X2 - завъртете огъващата глава в позиция 2 (този номер няма единици)
G1 X-6 - завъртете огъващата глава в положение -6
Ако повторите стъпките 100 пъти, ще получите пролетен код за завой. Повече източници могат да бъдат намерени по-долу.
шестнадесетичен-inner.gcode
шестнадесетичен-outer.gcode
spring.gcode
Машината е готова. Но майсторът все още ще работи за подобряването му.
Целият процес на производство на такава машина можете да видите във видеото.