

Тухлените печки на дърва все още са доста често срещани в селските райони и на други места, отдалечени от газопроводи и градско централно отопление. Вече работят много тухлени пещи, някои се изграждат, така че въпросите за подобряване на експлоатационните характеристики на отделните единици в частност и на пещите като цяло са важни. Една от най-често неизправните части на тухлена пещ е вратата на пещта или, по-точно, нейното затваряне. Всъщност вратата на пещта е изложена на високи температури, механични ударни натоварвания при зареждане на трупи. Често, след кратко време, спрямо целия експлоатационен живот на пещта, вратата започва да виси, тухлите се рушат и дори изпадат около нея, образуват се големи пукнатини. Разбира се, абсолютно плачевни случаи, като правило, са следствие от грешки при прекратяването. Въпреки това, дори и без тях, уплътнението не издържа твърде дълго и изисква периодичен ремонт.
Основният, често използван метод за закрепване на вратата на пещта в зидарията на пещта е да се вграждат телени „плитки“ в шевовете, резбовани в четири отвора на рамката на вратата. Като по-перфектен вариант - вместо тел, използвайте спици за мотоциклети.
Може би, струва си да споменем тук метода за закрепване на вратата с модерни метални дюбели.
Друг доста прост начин за запечатване е с помощта на скоби (лапи). Металните ленти се завинтват или нитят към рамката на вратата, които след това се оформят и запечатват в хоризонтални и вертикални зидани фуги.
Методът на пръв поглед е добър.
Тук си струва да припомним важно правило в пещния бизнес - да се вземе предвид разликата в коефициентите на линейно разширение на материалите при нагряване. В метал и тухла той (коефициентът) се различава най-вече и е необходимо тези материали да се разделят със сравнително меко огнеустойчиво уплътнение. В старите времена това беше азбестов шнур, в чистия му вид или напоен с течна глина, сега често използват съвременни огнеупорни материали - огнеупорна керамична вата и филц.
Да се върнем към затварящото затваряне.Ако самата рамка на вратата може да бъде изолирана, например, като я увиете по периметъра с азбестов шнур, тогава металните ленти на скобите няма да бъдат изолирани, нито ще боядисват глинената замазка от фугите.

Като вид разновидност има метални елементи, фиксирани към рамката на вратата, но не фиксирани по шевовете, а държащи вратата с тухли. Вече много по-добре - можете да положите огнеупорен картон и да се отървете от пукнатини в бъдеще. Силата на уплътнението също е добра, голяма площ на "задържане" ви позволява по-свободно да боравите с дърва за огрев и покер. Това изобщо не е скъпо, не е сложно и икономично по отношение на материалите.
За печките, изградени от прости тухли от глина, може би не е необходимо повече, но в съвременните версии на тухлени пещи с пещ, облицовани с огнеупорни тухли, методът не е достатъчно добър.
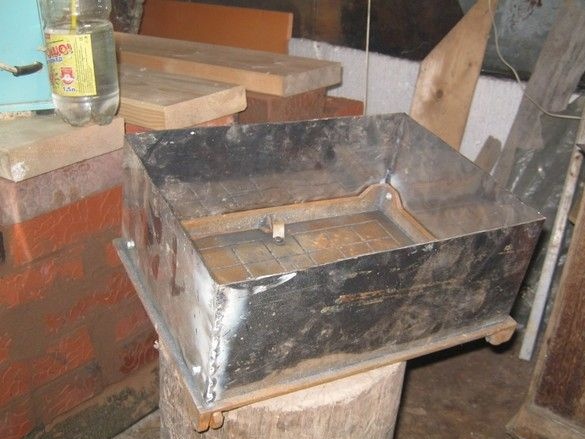
Чрез облицовката на камината с шамот значително увеличаваме нейния ресурс, но затварянето на вратата на пещта според последния метод оставя няколко места, където високите температури влияят на глинените тухли. На снимката по-горе това са краищата на зидарията, отстрани на вратата, на следващата - отгоре и отдолу.

Последното уплътнение, след пет години експлоатация, показа добра надеждност - вратата изобщо не се разклати, стоеше вкоренена на място, но глинените тухли отвътре бяха унищожени от върха и трябваше да бъдат подменени, докато останалата част от камината, защитена от шамотна тухла с огън, носеше разбира се, но се справи добре.

Тоест, всичко се изисква, едно и също нещо, но с лапи по периметъра. Нещо подобно.

Методът е малко по-разточителен по отношение на материалите, но е много надежден и може да се препоръча за употреба. Ще го разгледаме по-подробно. И така
Какво е необходимо.
Инструменти.
Най-често срещаният набор от ключарски инструменти, малка подвижна машина (шлайф) с абразивни дискове, които са тънки за рязане, поне един дебел за събличане. Предпазни очила или по-добре - щит за цялото ... за цялото лице. Ако искаме да слушаме Бетовен не чрез слухов апарат до осемдесетгодишна възраст, добавяме към това защитни слушалки или тапи за уши - когато се събличаме с пишеща машина, тътенът и звъненето са доста добри. Нещо ръководство за пробиване. Използван е и малък заваръчен инвертор с аксесоари, плюс тънки (2 мм) електроди. Опитах MR-3, SSSI работят добре, със сигурност можете да специални за неръждаема стомана, ако не съжалявам. В първия вариант на производство, при който той е само гъвкав, може да се отпусне заваряване. Да, в допълнение към обичайния инструмент за маркиране, би било хубаво да има голям квадрат, със страна по този начин половин метър. Това значително ще увеличи точността на оформлението.
Материали.
Подходящ по размер, лист от неръждаема стомана. Много е желателно то да е устойчиво на топлина. Да не се бърка с „термоустойчив“ (устойчивост на мащаб). Единственият път в мрежата беше видео с подобен дизайн, където авторът използваше термоустойчива неръждаема стомана, много малка дебелина, нещо около 0,5 ... 0,75 мм. В този случай е ясно, че само методът на производство е гъвкав, освен ако нямате специални инструменти за заваряване на тънка неръждаема стомана.
В авторската версия е използвана неръждаема стомана с неизвестен (и трудно устойчив на топлина) клас, с дебелина 1,5 мм. Не нарочно, какво беше. Практиката обаче показва достатъчно висока устойчивост на материала. Също така, малко прекомерната дебелина обаче позволява използването на конвенционална ръчна дъгова заварка.
Крепежни елементи - стандартни болтове или винтове M5 с гайки. Може би е по-добре да изберете масивни глави, за да не изгорят по-дълго.
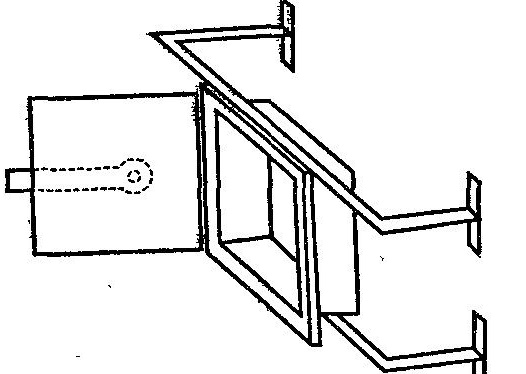
Кутията за монтаж е направена по два начина.
първи - направена е обща голяма проверка ичрез огъване, оказа се един вид кутия без дъно и капак. Перпендикулярно на стените на кутията, венчелистчетата се огъват. Беше монтирана врата, маркирани и пробити отвори. Вратата беше фиксирана с зъбци и това е всичко.
Маркиране и рязане на детайла.
Тук си струва да се каже, че за да се получи малък радиус на огъване, с такъв дебел материал, е необходима известна подготовка на точката на огъване.Подготовката се състои в рязане на материала по линията на сгъване, около три четвърти от дебелината, и рязане - придаване на разреза V-образен профил. С ъгъл от 90 или малко повече градуса в основата. Единственият инструмент, повече или по-малко подходящ за тази цел, е машина за рязане (шлайф). Що се отнася до моя вкус, струва си да използвате опцията с по-малко мощност и по-малък диаметър на кръга.
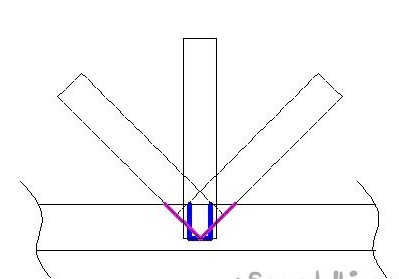
Трябва да се държиш така. Първият разрез е перпендикулярен на повърхността на материала до желаната дълбочина по линията на маркиране. Доста е трудно да се справите добре първия път. По-добре е разрезът да се извърши не веднага до пълната дълбочина, а на няколко преминавания, така че има по-малък шанс да се прорежете и се оказва по-равномерно. Най-трудното нещо е първият прав канал. Като правило се оказва по-добра за мен, толкова по-малко отговорната е частта - когато работите, струва си да освободим раменете и ръцете донякъде и да не придадем голямо значение на възможните малки недостатъци.
След първото изрязване се правят още два прохода по него като на водач, като инструмент се завърта всеки път с 45 градуса спрямо основния. Приблизително, разбира се, но малко по-добре. Това вече не е трудно, просто трябва да се обърнете или обърнете към детайла, така че жлебът да е отдясно на ляво, а не отгоре надолу. Оказва се по-гладко. Е, българинът прихваща различно.

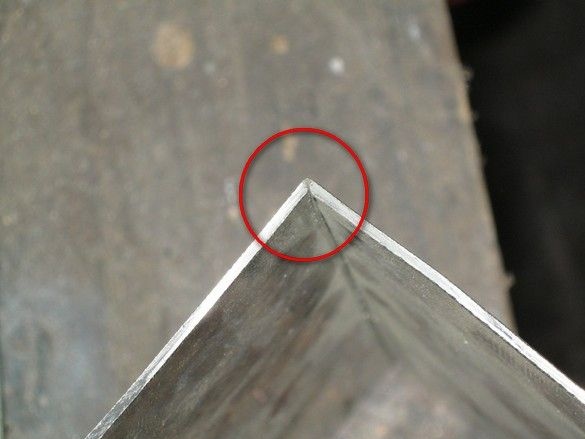
След това огънете така, че разрезът да е вътре. Не е необходимо да използвате спирачки или водачи, завойът все пак ще отиде до мястото с минимална дебелина, както видяха.

Дълбочината на първия разрез, в идеалния случай, трябва да бъде такава, че детайлът върху готовия разрез да бъде огънат, с някои, доста прилични усилия, но с ръце. В този случай външната повърхност на завоя ще бъде леко тъпа, но без забележими пукнатини.

Формата беше нарязана, в идеалния случай трябва да доведе до пълно затваряне на стените върху готовия завой.
И така, бяха изрязани заготовки, направени бяха разрези на правилните места, през и за завои. Тук трябва да бъдете внимателни и напълно да си представите готовия продукт - редица гънки (тяхното рязане) са разположени от противоположната страна.

След като стегнете с разфасовки, с няколко движения, по линиите се огъва кутия с венчелистчета.

Опитваме се на вратата, маркираме дупки, пробиваме, закрепваме. Отрязваме излишъка от нишката. Закопчава се с винт и гайка. M5. Стопоров и шайба не се използват, но ако се съмнявате, можете да наклоните центъра на разреза.
Сега заваряваме ъгли от малки парчета. От предната страна, иначе дизайнът е някак недовършен. Парчета с прав ъгъл просто се прикрепят към правилното място, поне малко повече от необходимото и заваряването се фиксира от няколко точки. Тогава излишъкът се изпилява. Зачиства се заваряване. Острите ръбове стават тъпи.


Лапите отстрани на камината са малко големи, можете да минете с по-малки.
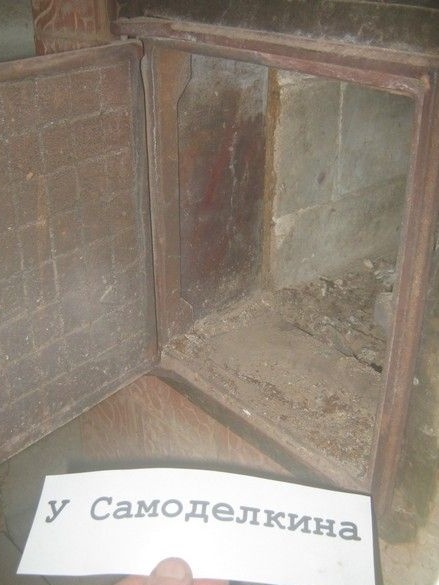
Същото прекратяване, след 3,5 години експлоатация в тухлена печка за сауна. На долния рафт на пепелта помислете отстрани. Има малко мащаб, няма забележими изкривявания и завои, главите на болтовете не се виждат на снимката, но смея да ги уверя и в много добро състояние. Външната тухлена зидария няма разрушения, особено облицовката. Като цяло състоянието е отлично и предвид много по-интензивното загряване на печката за баня в сравнение с отоплението, то е напълно отлично. Може би това беше улеснено от значителната дебелина на материала и общата твърдост на конструкцията.
Вграждането, въпреки високата цена в сравнение с обичайните методи, е чудо толкова добро, но методът на производство на кутия с лапи, гъвкав, не е твърде точен. По дефиниция. Трудно е да се вземат предвид до милиметър, цялата еволюция на детайла по време на огъване и в резултат вратата не се вписва или пролуките са твърде големи. Можете да ги напълните със същия огнеупорен филц, но това не е така.
Вторият вариант за производство. Чрез заваряване.

Онзи ден реших да го пробвам. Основната кутия беше направена от две L-образни части.
След като опитате, отрежете краищата по размер и заварете. Тук не се изисква специална стегнатост - в точки, през сантиметър и половина. След това почистете целия излишък по шевовете.

След това по подобен начин се заваряват лапи.


След събличане е възможно да се тухли на място за обслужване, като предварително сте обвили мек огнеупорен материал. На снимката по-долу се използва базалтова ватирана рогозка с дебелина 10 мм.

Методът, въпреки малко по-голямата сложност, хареса повече. Вратата седи много по-плътно, в процеса на производство има значително по-малко притеснения - вратата ще се побере / не пасва в края. Освен това за дизайна можете да използвате по-малки парчета материал, което понякога е много удобно.
Все още няма опит в експлоатацията на уплътнител от този тип производство - пещта все още не е завършена, но няма и причини да се съмнявате в нея.
