

Ако решите да направите електрическо заваряване направете го сами, но не знаете колко е лесно да направите това, можете да разгледате по-отблизо този проект. Тук заваръчният трансформатор е сглобен от статора на двигателя. Дизайнът е добър, тъй като почти всичко вече е налично в двигателя за създаване на заваряване, просто трябва да направите някои подобрения на магнитната верига и да увиете трансформатора правилно.
Що се отнася до техническите характеристики, асинхронните двигатели с мощност около 4 кВт са подходящи за такива цели, те често се използват в различни предприятия.
Материали и инструменти за домашно:
- електромотор с мощност 4 кВт;
- гаечни ключове, клещи, длета, отвертки и други инструменти за разглобяване на двигателя;
- кипър лента;
- кувалда

Процесът на производство на електрическо заваряване:
Първа стъпка. Разглобяваме електродвигателя
Според автора такъв двигател е доста лесен за разбиране. Трябва само да се запасите с гаечни ключове. Използвайки ги, трябва да развиете няколко гайки, които се изтеглят от два капака на двигателя помежду си и корпуса на статора. Ако двигателят вече е ръждясал, тогава понякога не е толкова лесно да развиете тези гайки, като в този случай можете да използвате мелница и просто да отрежете шиповете. Е, след това ще трябва да използвате чук или кувалда, за да събарите капаците от двигателя.

След разглобяване роторът ще трябва да бъде изваден от статора, той няма да е необходим за домашна работа. Статорът е набор от стоманени плочи, те образуват магнитна верига. На магнитната верига има намотка. Размерите на статора на двигателите, както и геометрията могат да варират. За да създадете електрическо заваряване, най-добре е да изберете двигатели с голям диаметър и къса дължина.
Магнитният ядрен пръстен е от най-голяма стойност в статора, всичко останало само ще пречи. Магнитното ядро обикновено се пресова в чугунен или алуминиев корпус. Проводниците преминават в каналите на магнитната верига, те трябва да бъдат отстранени. Това се прави най-добре, когато магнитната верига все още е в корпуса.За да премахнете проводниците, трябва да вземете длето и да ги отсечете в края с остро длето от едната страна на статора. Е, тогава те могат да бъдат издърпани под формата на бримки с помощта на клещи, като преди това са били извадени с отвертка.
За да премахнете проводниците беше по-лесно, те могат да бъдат изгорени с помощта на горелка. Просто не нагрявайте метала на магнитната верига твърде много, в противен случай той може да загуби техническите си характеристики.
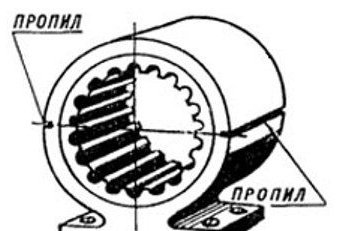
Тялото от чугун може да се раздели с кувалда. За да може да се разцепи както трябва, върху него могат да се направят надлъжни разрези. Но в този въпрос е важно да не прекалявате, в противен случай можете да огънете магнитната верига.
Стъпка втора Препарат за магнитна сърцевина
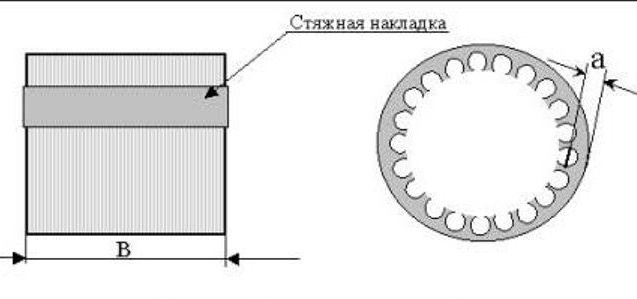
След като случаят бъде отстранен, трябва внимателно да проверите магнитната верига, трябва да определите как е закрепен. Случва се плочите просто да се поставят в кутията и да се закрепват с заключваща шайба. Ако това е така, тогава такава структура може да се руши по време на работа, най-добре е да я издърпате с шипове или да закрепите по друг достъпен начин. И понякога дизайнът се прави под формата на завършен пакет. Ако пакетът на магнитната верига е твърде голям, тогава той може да бъде намален, тъй като заваръчната машина ще бъде твърде тежка. Ако двигателят е голям, тогава е напълно възможно да се направят дори две електрически заварки от него.
Що се отнася до каналите на магнитната верига, има няколко мнения. Някои запушват каналите с трансформаторно желязо, но нашият автор не препоръчва това, тъй като това значително намалява ефективността и увеличава консумацията на ток. Това, което може да се направи, е напълно да се изрежат каналите с длето. Хубавото е, че трансформаторът ще стане по-лек. Но тъй като процедурата е доста старателна, повечето от тези жлебове изобщо не се допират.

Стъпка трета Изолация и навиване
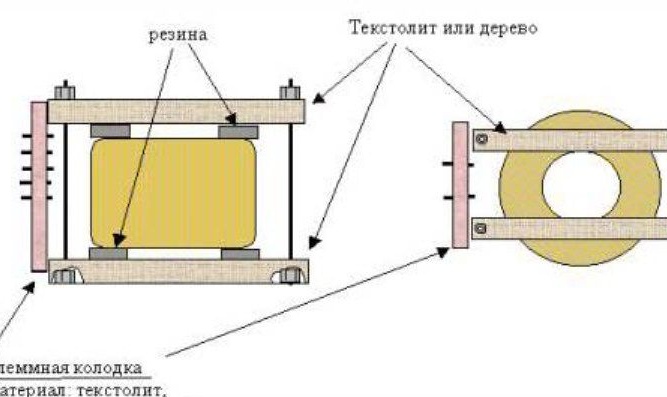
Когато магнитната верига вече е подготвена, ще ви е необходима предпазна лента, с нея трябва внимателно да изолирате корпуса, като увиете няколко слоя. Особено внимание трябва да се обърне на острите ръбове в каналите, тъй като може лесно да пробие изолацията. За да избегнете подобни проблеми, най-добре е първо да поставите някакъв диелектричен материал върху острите ръбове и след това да увиете магнитната сърцевина с лента.

След това можете да продължите към навиването на първичната намотка. Тъй като диаметърът на пръстена на статора е около 150 мм, в него може да се положи доста голяма тел, без да се притеснявате, че няма да има достатъчно място. Поради факта, че магнитната верига има канали, площта на напречното сечение тук постепенно ще се промени, вътре в жлеба тази стойност е най-малката. Броят на завоите трябва да се изчислява въз основа на тази най-ниска ефективна стойност.


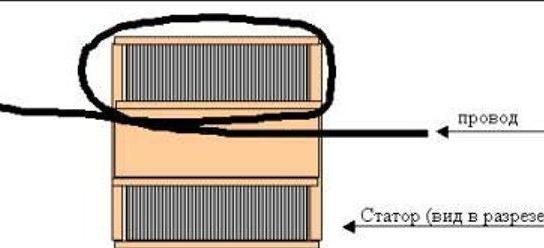
Авторът навива първичната намотка директно по целия пръстен на магнитната верига. Тогава цялата работа отново се изолира отгоре с помощта на вратарска лента.
Е, вторичната намотка се навива отгоре на първичната. За да може трансформаторът да се регулира, ако е необходимо, вторичната намотка трябва да бъде навита, така че да не припокрива краищата на първичната. След това може да се пренавива или да се закача, ако е необходимо.

Ако е необходимо, намотката на трансформатора може да се разпредели върху две рамена. Тогава всяко рамо може да бъде достъпно по всяко време. Но с този дизайн заваряването ще загуби мощност. Що се отнася до техническите характеристики на такъв домашен продукт, заваряването може да се заварява без проблеми с електрод от 4 мм, ако е направено правилно, и да се нарязва с електрод от 3 мм. И всичко това от обикновен изход.
Това устройство консумира по време на работа до 10A. С електрод от 3 мм можете да готвите колкото искате, трансформаторът не се нагрява. И ако изгорите десет парчета на 4 мм, тогава трансформаторът ще се загрее до около 50 градуса.

Изчисляване на навиване
За първичната намотка ще ви е необходима жица с диаметър около 2-2,5 мм.Вторичната намотка е направена от 8x4 мм гума, това се отнася за медта, за алуминий напречното сечение трябва да бъде с 15 процента повече.
За изчисляване на броя на завоите се използва формулата: 48 / (a x c), където (a x c) е площта в квадратни милиметри.
Напрежението за първичната намотка трябва да бъде избрано 210V, тъй като то седи под товар. След достигане на стойността от 180 V, на всеки 10 V ще е необходимо да се правят завои. Те ще са необходими, ако трябва да се използва заваряване на място с ниско напрежение.
Що се отнася до вторичната намотка, за стабилна дъга на празен ход тя трябва да издава 55-65V.