
Машините за огъване на тръби имат много широк обхват: те огъват тръби за полагане на комуникации, за производство на мебели, ковачеството, също се използват широко в машиностроенето. Цената на фабричните машини е доста висока, така че ако имате нужда от това, има смисъл да се справите сами. В статията авторът говори за създаването на ролково огъване. Изборът падна върху него поради своята универсалност.
Конструкцията на такава машина изисква завиване и заваряване
Проектът започва с 3D модел, изготвен в 3DMax. Обектът е нарисуван в реални размери.
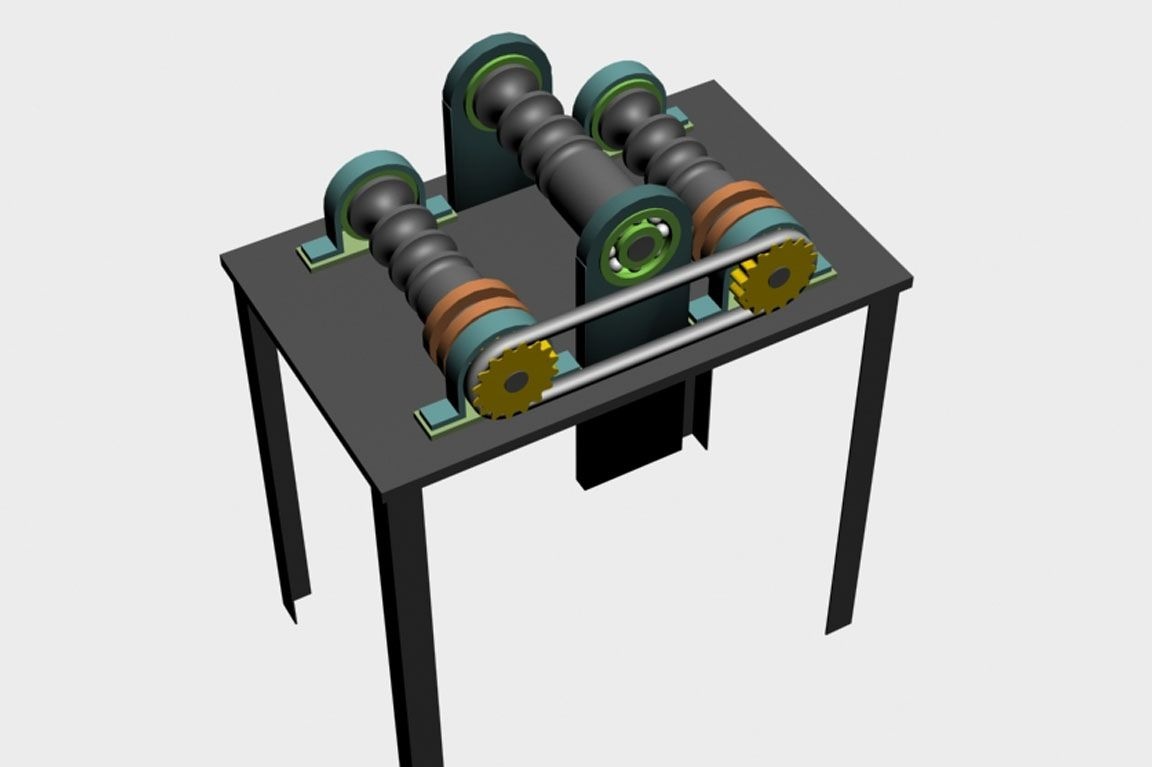
В началото планът беше такъв, че без да се сменят валовете, беше възможно да се огъват както кръгла, така и квадратна тръба. Но валовете трябваше да имат дължина 600 мм и диаметър 80 мм. Авторът не намери заготовки с такъв размер, затова реши да създаде дизайна по по-опростен начин.

Проектът включваше смяна на шахти за кръгли и квадратни тръби (кръгла в перспектива).
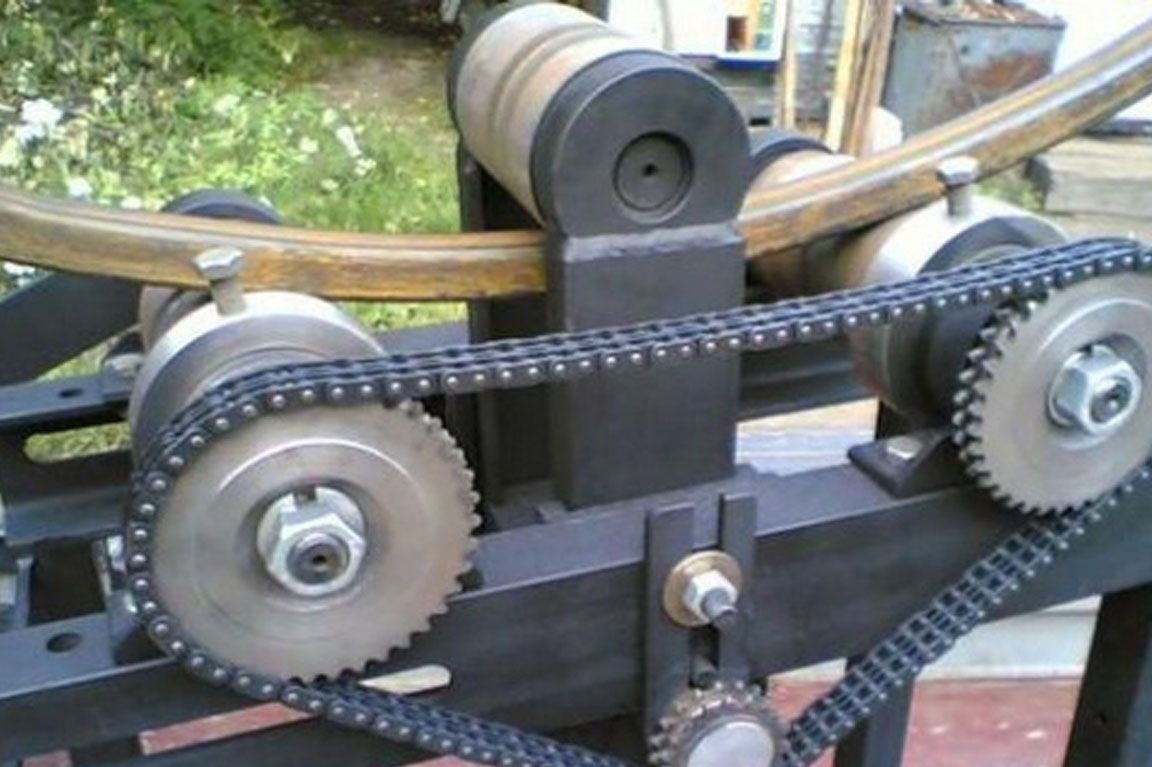
И двете звезди и верига бяха използвани от разпределителния вал на автомобила "Москвич".

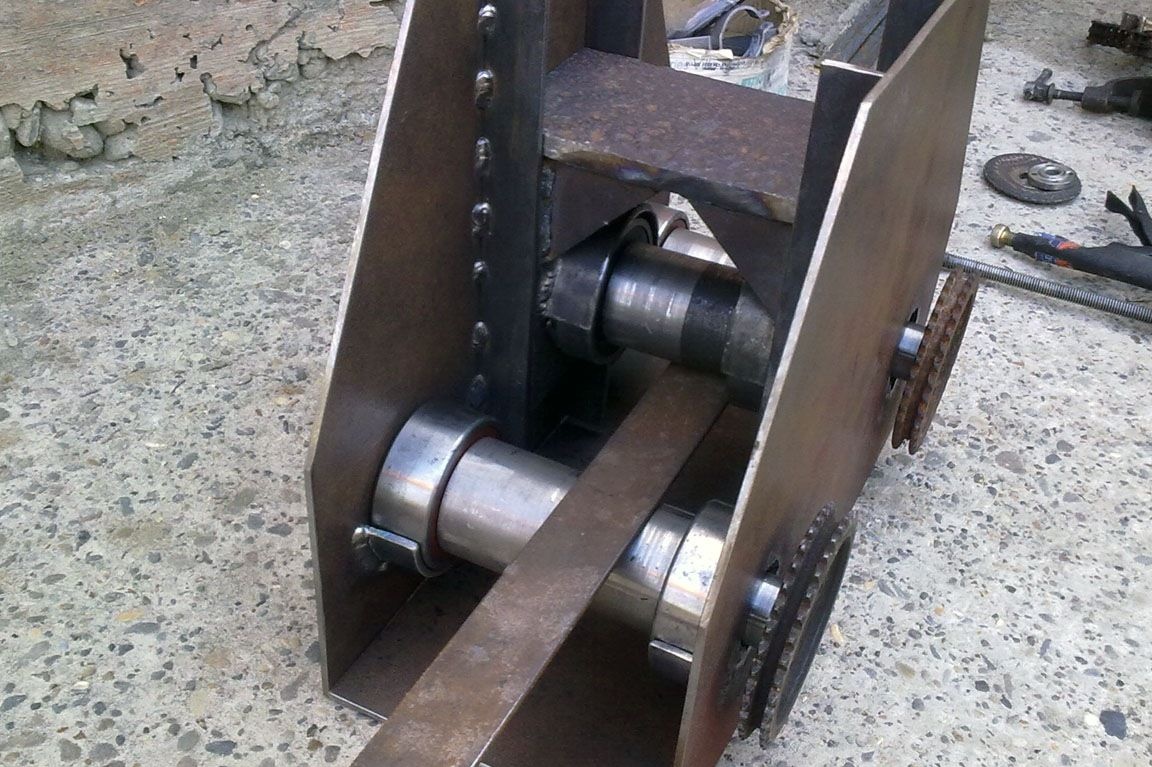
Закупени са шест лагера, а валовете са обработени:

Ние правим карета на захващащ вал. За целта използваме метална лента с размери 30x4, полумесеци са огънати от нея, лагерите по-късно седят в тях.

С помощта на метал с дебелина 12 мм се сглобява карета под формата на U. Отвън са заварени квадрати 10х10, които служат като водачи. От вътрешната страна са заварени шалове и седалки с лагери.

Този дизайн на монтажа на вала улеснява свалянето и инсталирането на различни валове.

Съзнавайки случая, авторът обърна специално внимание на възможността за транспортиране на машината и се опита да я направи възможно най-малка и лека.
Железен лист с дебелина 4 мм е маркиран.

Полумесеците се пресоват и заваряват:


От металната лента 30x4, водачите на носещата шайба са заварени на мястото си.

В този случай дупките за валовете бяха изгорени чрез заваряване.

Превоз на място:

Съдебен монтаж на делото:
Валовете са фиксирани с обикновена метална скоба. Основното нещо е да не отпадате.

Приключихме със случая. Остава да се изработи механизъм в горната част на машината, който ще създаде необходимите усилия върху каретата.
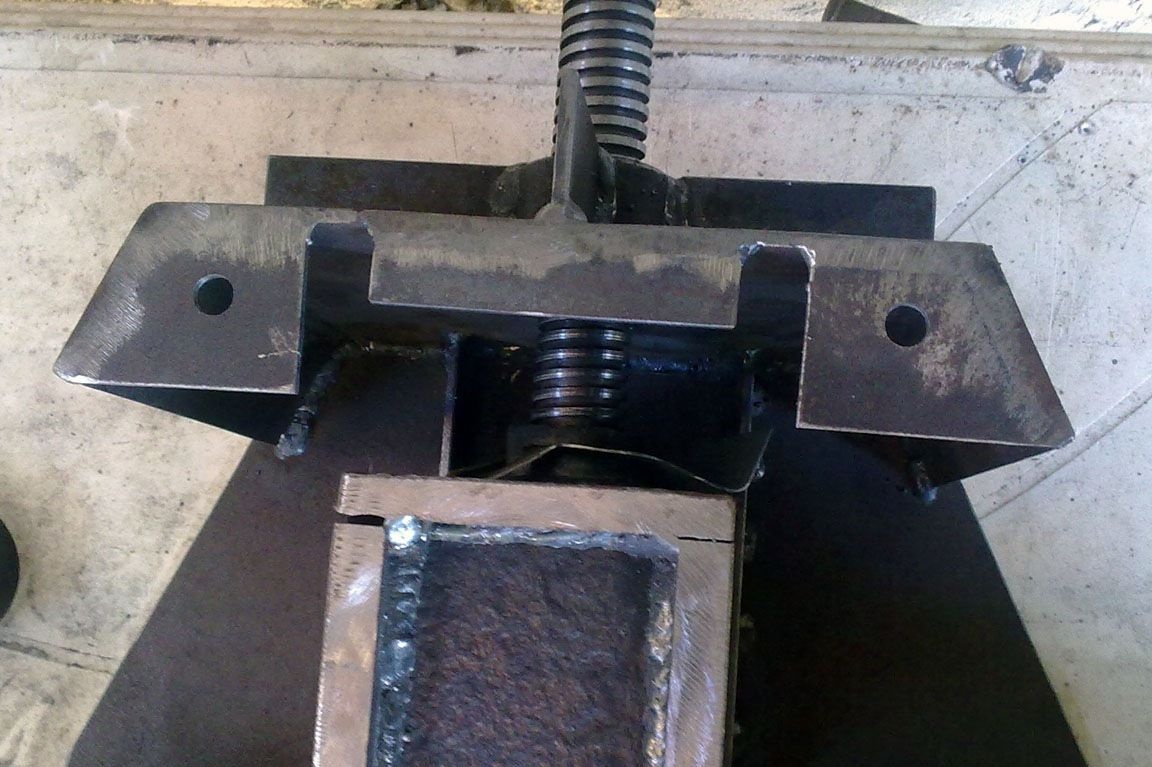
Решено е да се използва винт с резба на инструмента. Тук е използван винт с диаметър 30 мм.

Между носача и винта е необходим опорен лагер.

За фиксиране на лагера беше намерено подходящо парче тръба и заварено към центъра на каретата.

Шайбите са заварени към края на винта:

В тръбата се прави прорез и в нея се вкарва импровизиран щифт с дебелина 1 мм.

В горната част на тялото се заварява дупка за винт чрез заваряване, заваряват се гайка и твърдости с дебелина 4 мм.

Отворите на щифтовете се правят отстрани на капака, за които капакът ще бъде прикрепен към страничните части на корпуса.
Ушите с пробити отвори са заварени към страничния капак. Те ще служат за подсигуряване на страната на случая.

В насрещната част нарязахме нишката m8.

Случаят е сглобен!

Остава да прикрепите задвижването към валовете и да инсталирате звезди върху тях. За да направите това, валовете в краищата са леко смлени.

И стоповете са заварени към зъбните колела в размер:


Сега трябва да инсталирате обтегача. Под вътрешния диаметър на ролката за опъване на зъбния ремък се избира болт и се заварява на правилното място.



Дръжката на механизма е направена от ключ 20/22. Към зъбното колело е заварена подходяща гайка. Ключът се поставя върху гайката и се фиксира с болт.

И завършекът: раздели за монтаж на машина:

Ето го готовата машина след боядисване:
