

Процесът на производство на брадва всъщност трябва да започне още преди придобиването на брадвата: необходимо е да се придобие висококачествена брезова дъска с дебелина 35–40 мм, която трябва внимателно да се изсушава бавно. Достатъчно е да имате брадва с тегло не повече от 1,5 кг. Отбелязвам, че може да се случи и това, че придобивайки засадена брадва, ще усетите, че брадвата не е достатъчна. В този случай можете отново да направите брадвата, а на освободените да посадите брадва с маса по-малка.
Конфигурацията на люка не трябва да се търси при прекомерно огъване. Материалът за брадва от този вид трябва да служи като фризирана заготовка от част от брезата, близо до коренището. И тъй като очевидно за вас брадвата не е, така да се каже, основен хранител, можете да се справите с по-опростена конфигурация на брадвата.
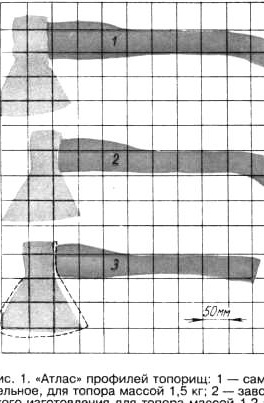
Като шаблон можете да използвате формата на любимата си люка (фиг. 1). Най-добре е да изрежете детайла от дъската с електрическа моторна трион, докато допустимите отклонения отстрани са много незначителни, тъй като чистотата на рязане е изключително висока, както и точността на триона. Допускът в предния и задния край трябва да бъде по-значителен.
При груба обработка на детайла излишъкът от материала по краищата му може да бъде отстранен върху циркулярен трион. В началото на обработката накрайникът на брадвата се настройва с помощта на длето, равнина, копеле и пистолет, с които детайлът се задвижва в окото на брадвата (фиг. 2, а). Дръжката на люка се обработва след предварителния накрайник на брадвата и, както се казва, по протежение на ръката. Инструментите са същите плюс шкурка за шлайфане.

В предната крайна част на обработената брадва се прави разрез, който е леко пробит с длето. Тогава брадвата най-накрая се засажда, изпъкналата част на брадвата се отрязва с трион и се забива заострен клин от стомана с дебелина 3 мм (фиг. 2.6). След като клинът влезе в брадвата на необходимата дълбочина, изпъкналата й част се отрязва на разстояние около 5-6 мм от края. Отбелязвам, че стърчащата част на клина няма да бъде сериозна пречка за работата, обаче по-късно, тъй като брадвата се разхлаби, което може да се случи по различни причини, ще бъде възможно напълно да се забие клинът, отново ясно да се фиксира брадвата.
Едва след това крайната част на дръжката се отпилява, а повърхността на брадвата се импрегнира с ленено масло или покрива с маслен лак. Трябва да се отбележи, че понякога брезата има повишена склонност към напукване.Когато това свойство се намери на етапа на производство близо до финала, опасните зони в близост до задния край могат да бъдат укрепени чрез пробиване на отвори с диаметър 8 mm в посока, перпендикулярна на посоката на слоевете. В тях изкуствените възли са запушени с PVA лепило - щифтове, които трябва да бъдат направени от по-малко твърда дървесина.