
В тази статия ще се опитаме да използваме при кастинга. Ще излеем месинг, бронз и бисмут върху 3d модели, отпечатани на принтера.

Следните инструкции са взети от Fiery TV канал YouTube. Първо, нека се опитаме да хвърлим зарчета с 20 лица. Тези зарове са необходими в някои настолни игри.
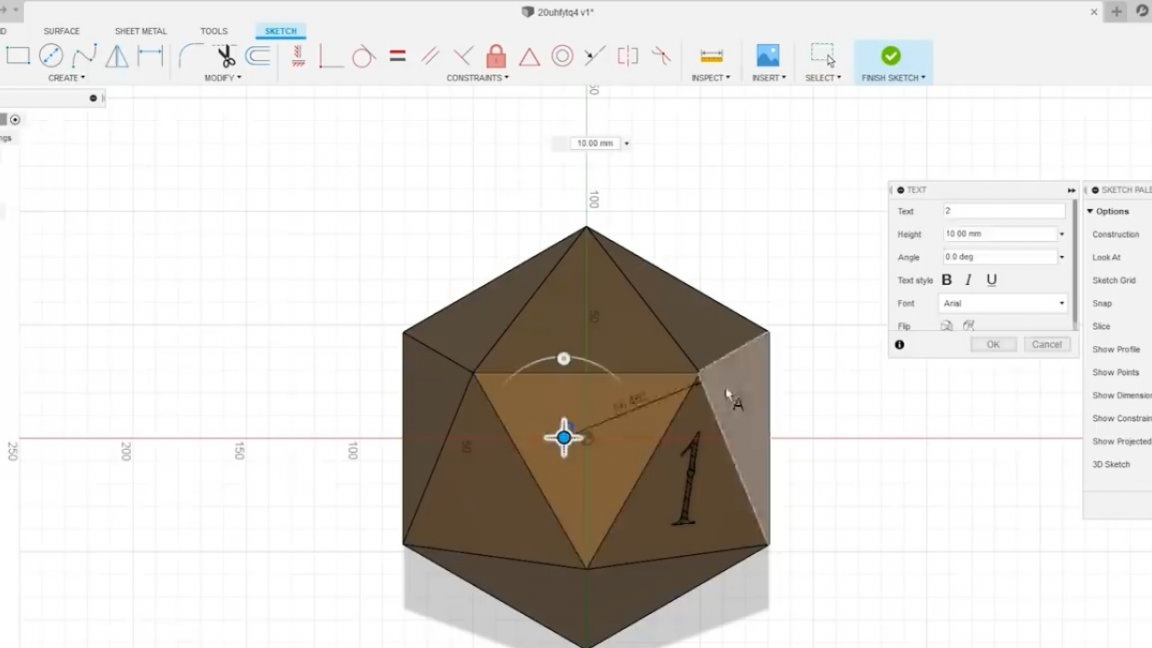
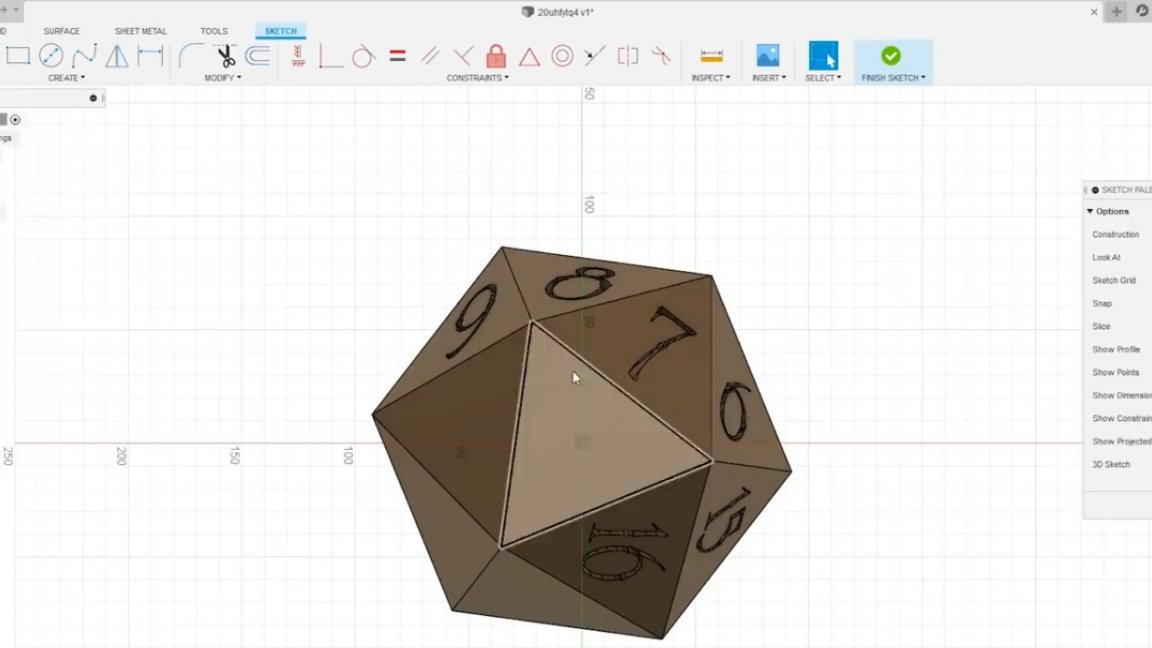
Такава необичайна форма е просто идеална за тестване на технологията за леене, тъй като това модела Той има огромен брой лица, които също са разположени в различни равнини и под различни ъгли. И освен горното, много малки числа красят такъв зар, за който авторът избра доста тънък шрифт. Като цяло имаме много трудности и много специфични характеристики пред нас.
Беше решено да се създаде 3D модел от нулата, така че да може да се коригира модела според нуждите и едновременно да се практикува в 3D моделиране.
Авторът отпечата куб от 2 половини и има причини за това. Първо, невъзможно е да отпечатате малки части без да се издуха, те просто се прегряват. Второ, невъзможно е да отпечатате куб точно така, дори да използвате опори, всички повърхности, които гледат надолу, се оказват твърде грапави, а някои числа дори стават нечетливи.
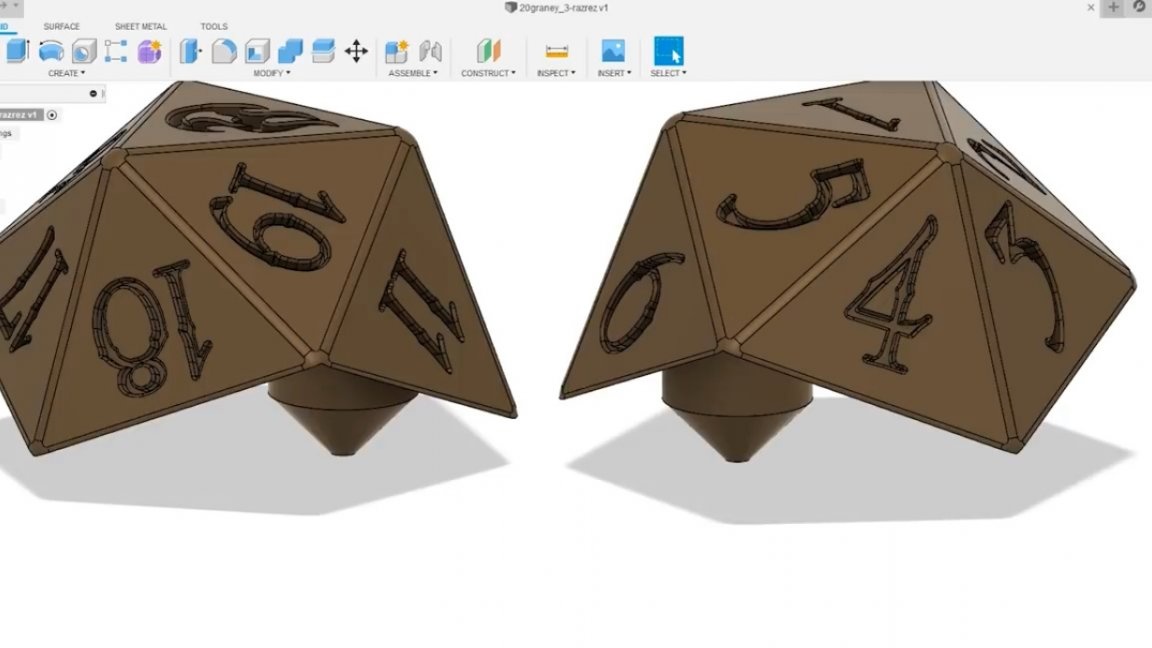

Но, както виждате, в крайна сметка всичко се оказа доста точно, всичко се вписва заедно, няма изкривявания, ръбовете са равномерни, а номерата са отлично четими.
Ако някой от читателите иска да повтори този проект, ето тук връзката към папката на модела.
Всичко беше отпечатано доста добре, с изключение на малки косячки в краищата, но ние ще го оправим. Сега е необходимо да премахнете остатъците от опорите и да почистите вътрешната равнина с файл, за да прецизирате точно получените детайли.

На следващо място се нуждаем от суперзалепване. След като лепим с нож, се отърваваме от остатъците от лепило.

Но ставата все още не е много спретната, трябва да се шпаклова. Всички същите суперклеи ще действат като замазка. Слагаме го на ставата и чакаме пълната му полимеризация.


След това е необходимо внимателно да подравните краищата с файл. По принцип на този етап се случи такова нещо:

Повърхността на куба не е гладка и по-скоро грапава, трябва да се изглади. Както знаете, PLA пластмасата се разтваря в дихлорометан.В чистата си форма закупуването на това вещество е доста проблематично, така че беше решено да се използва такова средство за отстраняване на боя:

Дихлорометанът е използван като основна съставка в този продукт. С изключително внимание внимателно нанесете тънък слой от този инструмент с четка и допълнително изгладете повърхността малко с пръсти.


Основното тук е да не прекалявате, защото трябва само да се отървем от грапавостта, така че силиконът да не се придържа към пластмасата. Следва много важен етап - необходимо е да се направи впечатление на двукомпонентна инжекционна гума, като същевременно се уверите, че съединението на двете половини на формата преминава по ръба на куба.


Веднага направете каналите на шпорите. За да не се занимаваме с търсенето на каквито и да е допълнителни материали, ще направим стените на матрицата от скулптурен пластилин.
След това трябва да обработите повърхността. За целта е най-добре да се използва най-разпространеното вазелин, но авторът реши да обработи повърхността със силиконова грес, тъй като се нанася с четка за доста дълго време.

След това трябва да подготвите силиконов каучук. Смесете го старателно с втвърдител.



След няколко часа можете да попълните втората половина. Ние също правим стените от скулптурна глина. След това нанесете разделител, авторът използва същата силиконова грес, но както се оказа напразно ...

Минаха 15 часа и всичко накрая се полимеризира. Стените от пластилин се отделят доста лесно, но силиконът се слепи, силиконовата мазнина не помогна. Жалко е разбира се, но нищо не може да се направи, трябва да го отрежете.

Необходимо е да се реже така, че да се получат колкото се може повече издатини, канали и завои. Просто казано, да има колкото се може повече нередности.
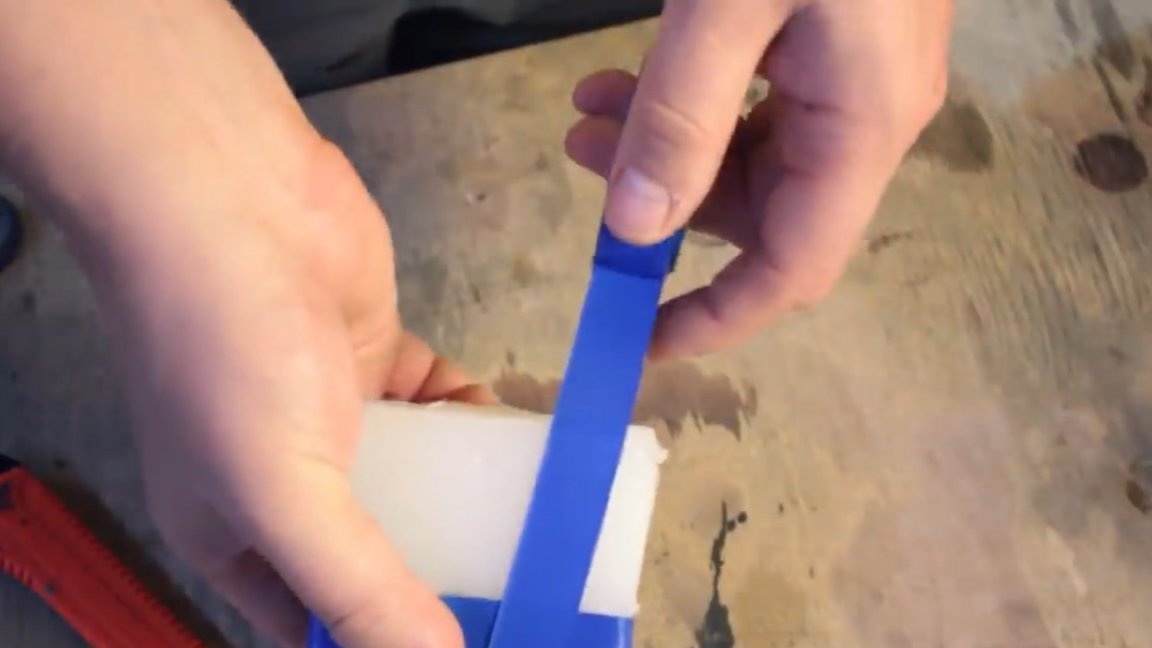
След това свържете половинките помежду си и закрепете с гумени ленти. 10 еластични ленти перфектно държат две половини. Авторът първо закрепи формата с електрическа лента, но след това я замени с гореспоменатите еластични ленти.
След това трябва да разтопите парафина. Авторът използва парафинов восък за свещи, той се продава директно в опаковки.

Но за кастинга все още е желателно да закупите подходящия парафин, който се използва в бижутата. Такъв парафин има по-голяма здравина и практически не се свива.

След охлаждане е необходимо да извадите парафиновия модел от формата.

Всичко изглежда наред, но смърч каналите се прекъснаха веднага. Все пак този парафин не е много подходящ за тази роля. След това ще направим матрицата от мазилка. Изсипете гипса в подготвения съд (в този случай в нарязан алуминиев съд). След това потапяме парафиновия модел около половината му височина и изчакваме гипсът да замръзне. След това спояваме каналите на шпорите и пълним модела с гипс до края.
След като гипсът е настроен, можете да започнете да отстранявате парафина от формата. При нагряване парафинът се топи и излишната вода започва да излиза от гипса.

След като целият парафин е отстранен, оставяме формата на печката още няколко часа, така че да е напълно суха.

Сега можете да продължите директно към кастинга. В парче газов блок правим депресия и поставяме чаша от неръждаема стомана като тигел.
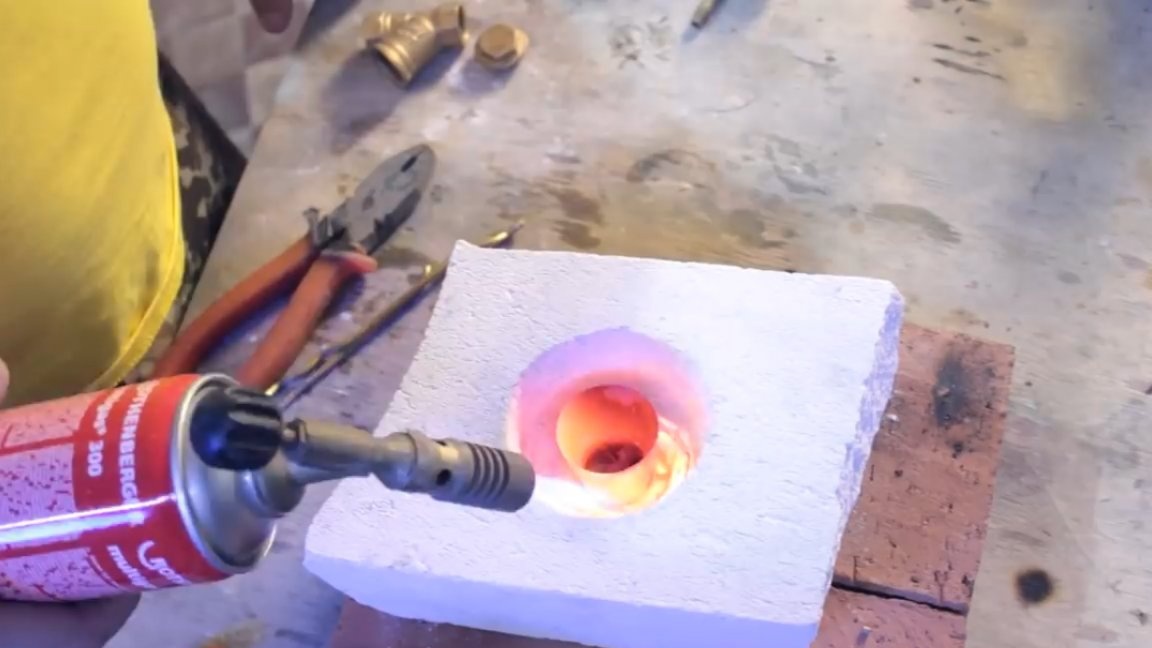
Неръждаемата стомана се загрява доста бързо и е доста удобно да се стопи металите в нея.
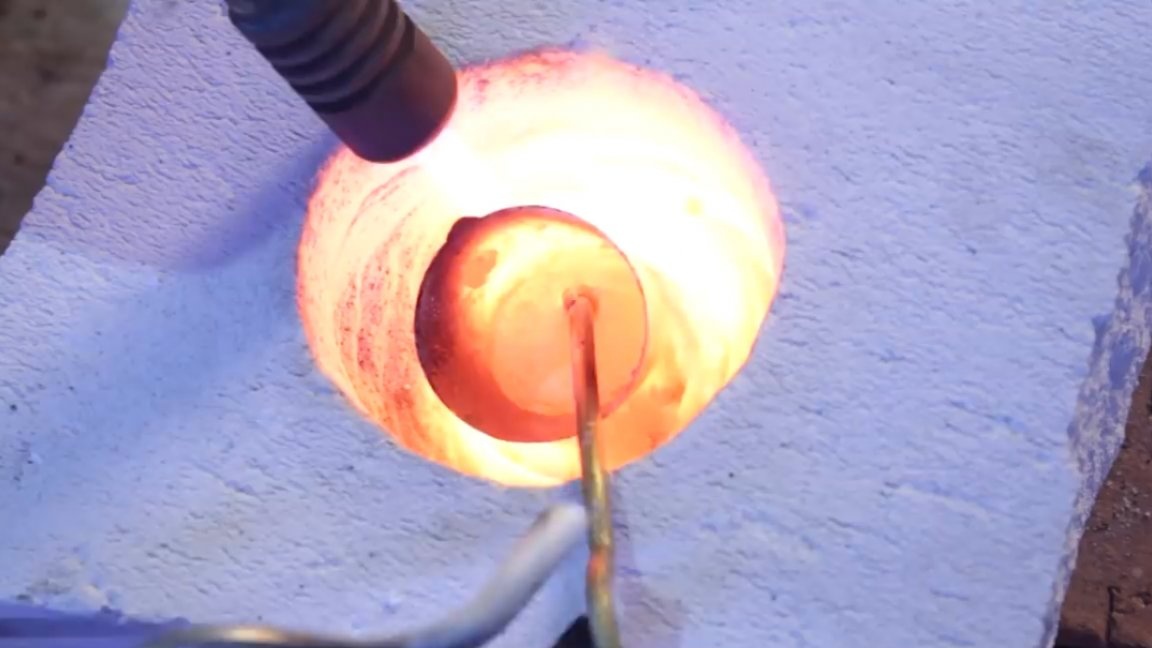
Авторът реши да опита да разтопи месинга и веднага да направи кастинг. Като суровина са избрани запояващи пръти и корпусът на стария воден филтър. Но металът не беше твърде течен, не можеше да излезе през втория канал на портата. Като цяло резултатът не разбра какво.


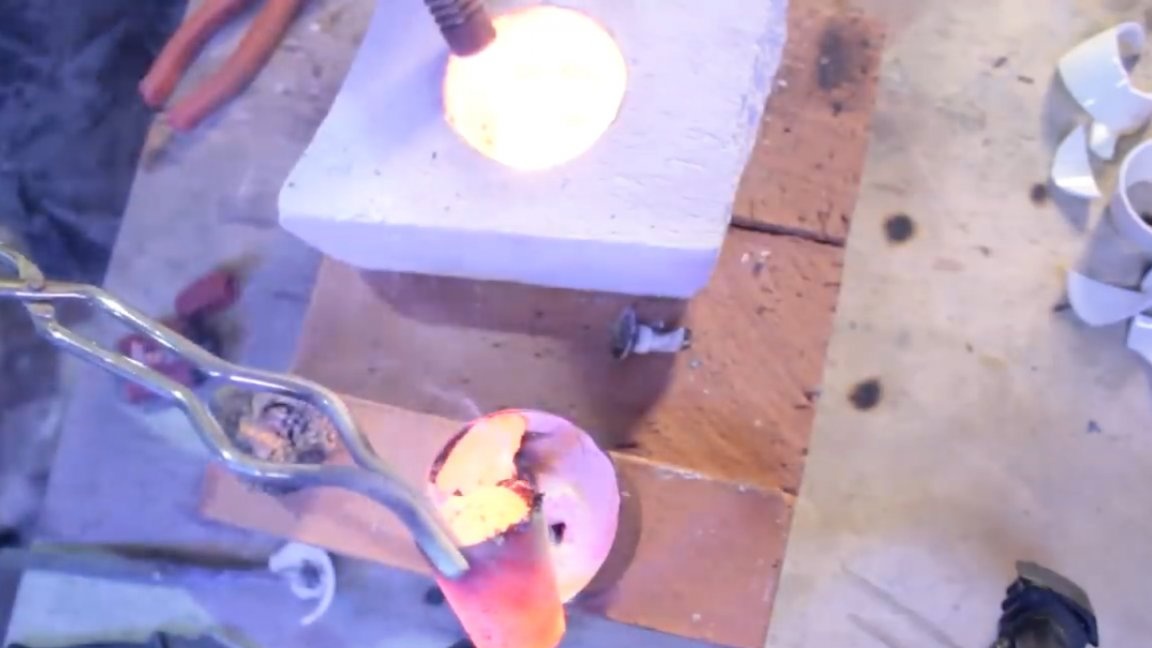
Но трябва да признаете, че е доста трудно да отгатнете какво ви очаква, когато разтопите непозната месингова част. Затова беше решено да направим собствена леярна сплав. В него има 81% мед и 19% калай. Полученият бронз поради високото съдържание на калай се поддава добре на леене и топене при температура от 880 градуса.
За съжаление получената сплав не беше достатъчна за цялото леене. Но нека все пак да разгледаме резултата.



Съвсем различна материя! Всички подробности се четат ясно. Има малко вдлъбнатост на лицата, но това се дължи на свиването на парафина при охлаждане. Можете да видите и малки мехурчета, те се дължат и на парафина.
Накрая беше решено да се хвърли кубче от бисмут. Висмутът е слаботопящ се метал с добра течливост.

Малко шкурка и филцов кръг и получаваме следния резултат:



Е, такива кастинги се оказаха. Разбира се, трябва да поработите малко повече върху технологията и всичко ще се окаже много по-добре. Използвайки тази технология, можете да излеете всичко - от бронз до 3D модели, отпечатани на принтер. Това е всичко. Благодаря за вниманието. Ще се видим скоро!
Авторско видео: