
В тази статия авторът на канала на Bonn Factory YouTube ще покаже подробния процес на изработка на сребърна гривна. направете го сами, Следвайки инструкциите по-долу, можете да повторите този проект, ако желаете.

Взето е решение да се отпечатат връзките на гривната на 3d принтер, тъй като досега авторът няма ролки и други ръчно изработени бижута инструменти.



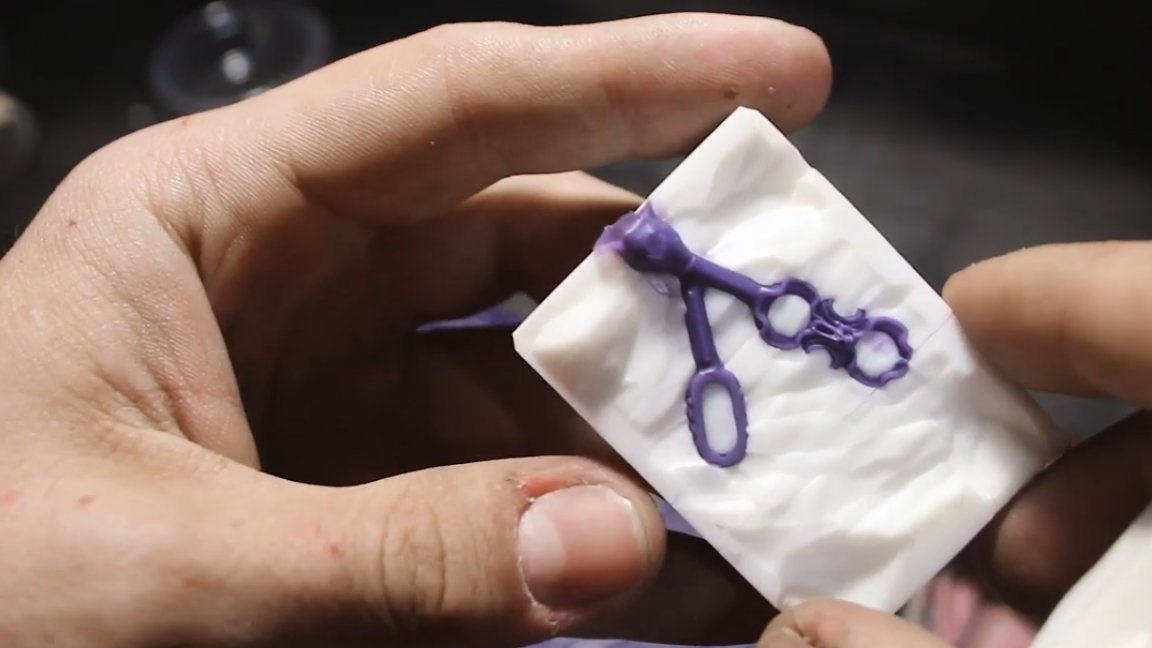
В този случай дори и най-простите сребърни пръстени ще трябва да бъдат отливани, но преди да излеете нещо, трябва да копирате нещо във восък. Необходимо е също така да се направи достатъчен брой връзки. За тази връзка беше решено да се раздели на три логически части: 2 връзки към ключалката, 2 основни връзки на гривната и останалия малък пръстен.


На следващо място, според научените логически части, получаваме 3 силиконови форми. Всичко това е необходимо, за да можем по-удобно и бързо да копираме необходимите елементи в необходимото ни количество.
В близко бъдеще авторът планира да премине към вулканизатор, тъй като това е по-модерен и професионален метод за създаване на калъпи, но засега по стария начин ще използваме пластмасов кофраж, пистолет за лепило и двукомпонентен течен силикон.
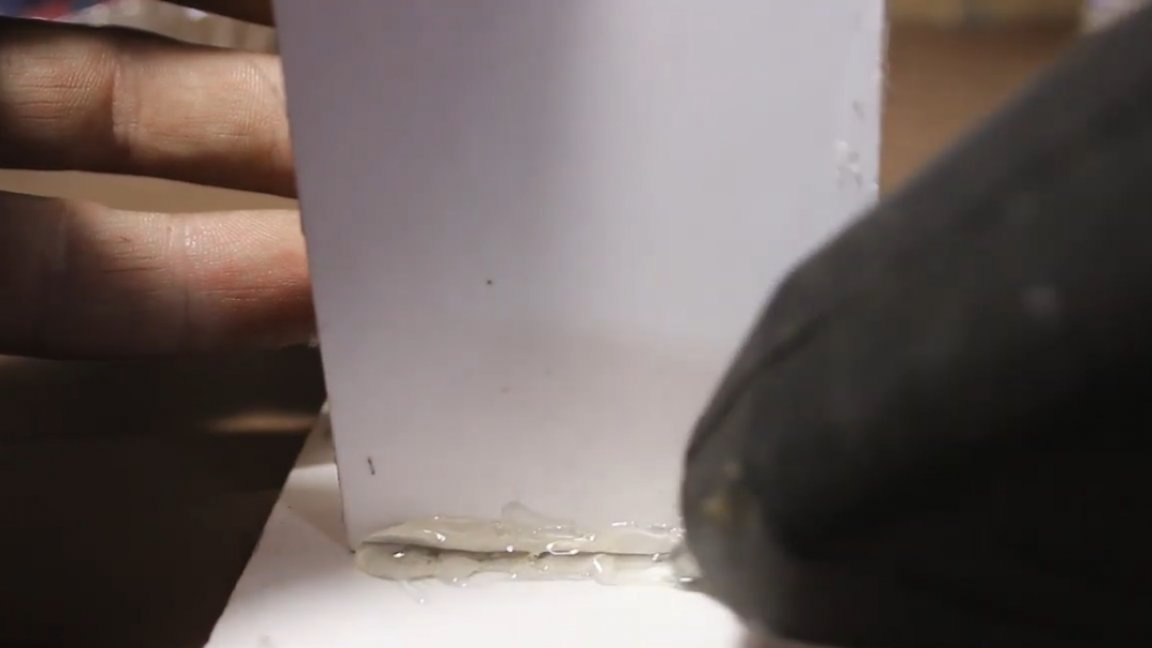
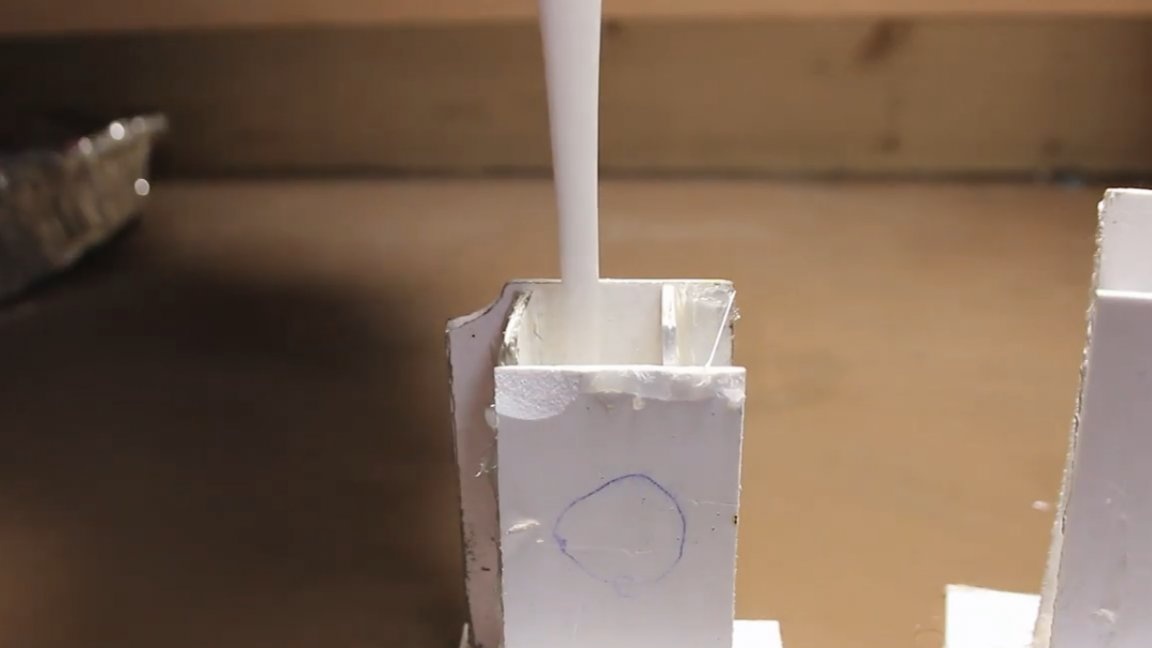
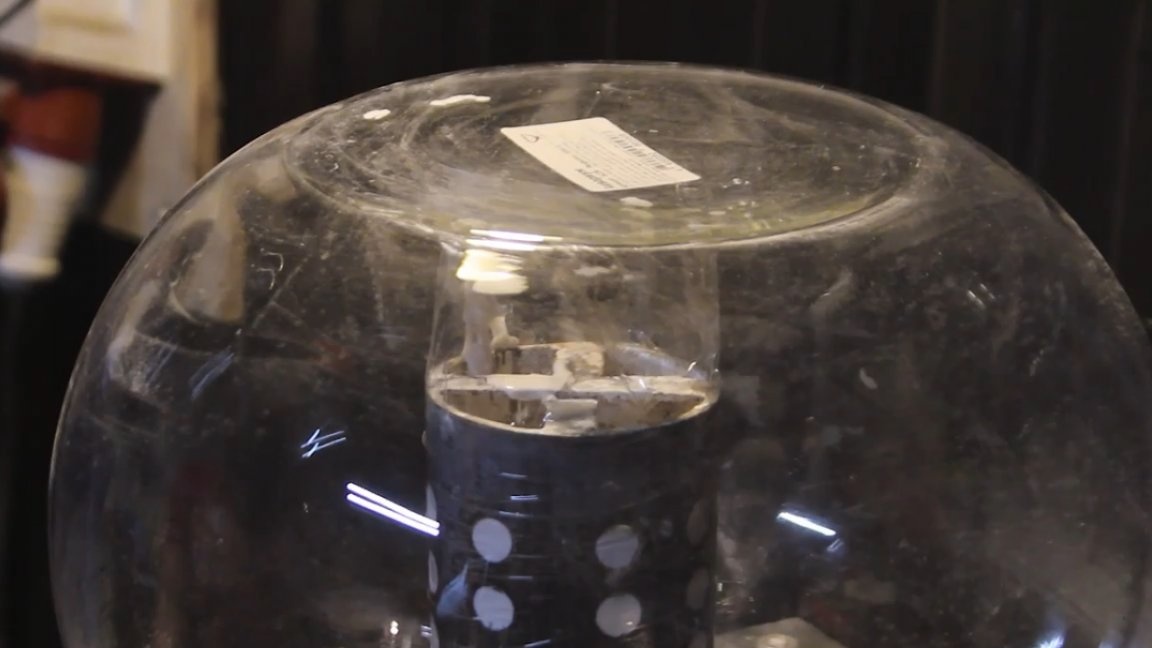
За да получите висококачествена силиконова форма, силиконът трябва да бъде евакуиран преди да се излее. На следващия ден, когато силиконът е напълно сух и силиконовата форма напълно се втвърди, можете да премахнете кофража. На следващо място, трябва много внимателно да изрежете получената форма.


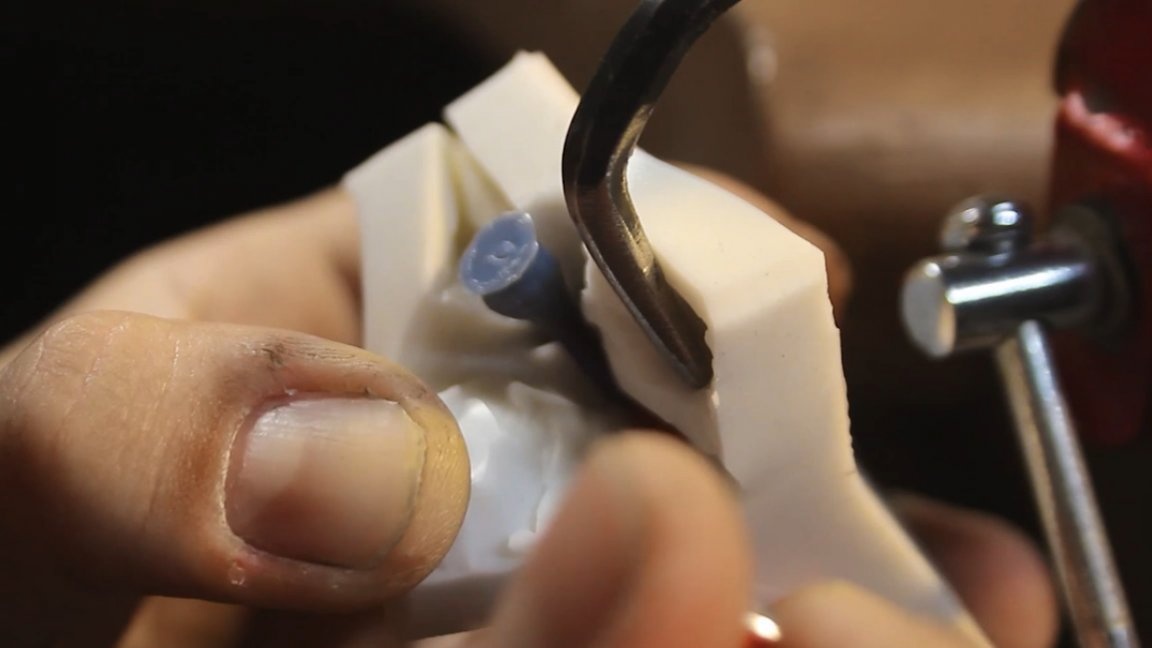




Също така в близко бъдеще авторът планира да монтира вакуум восък инжектор в работилницата си, което от техническа страна ще го изведе на ново ниво. Междувременно това умение ще трябва да се развие с помощта на плочки и стъклена спринцовка.
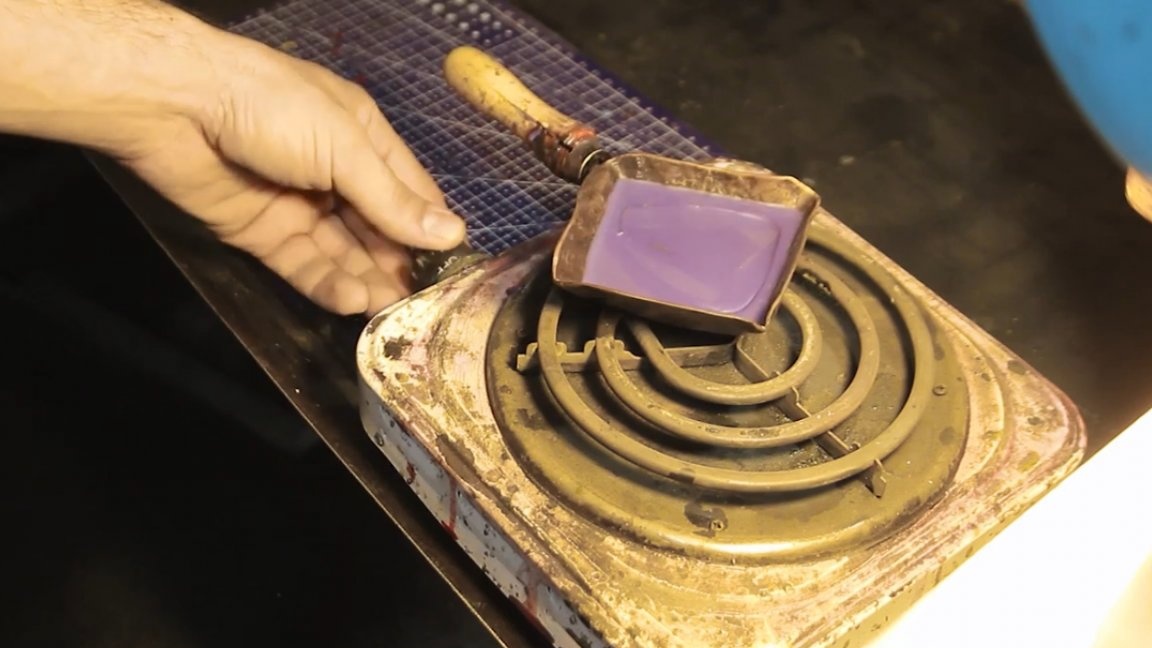

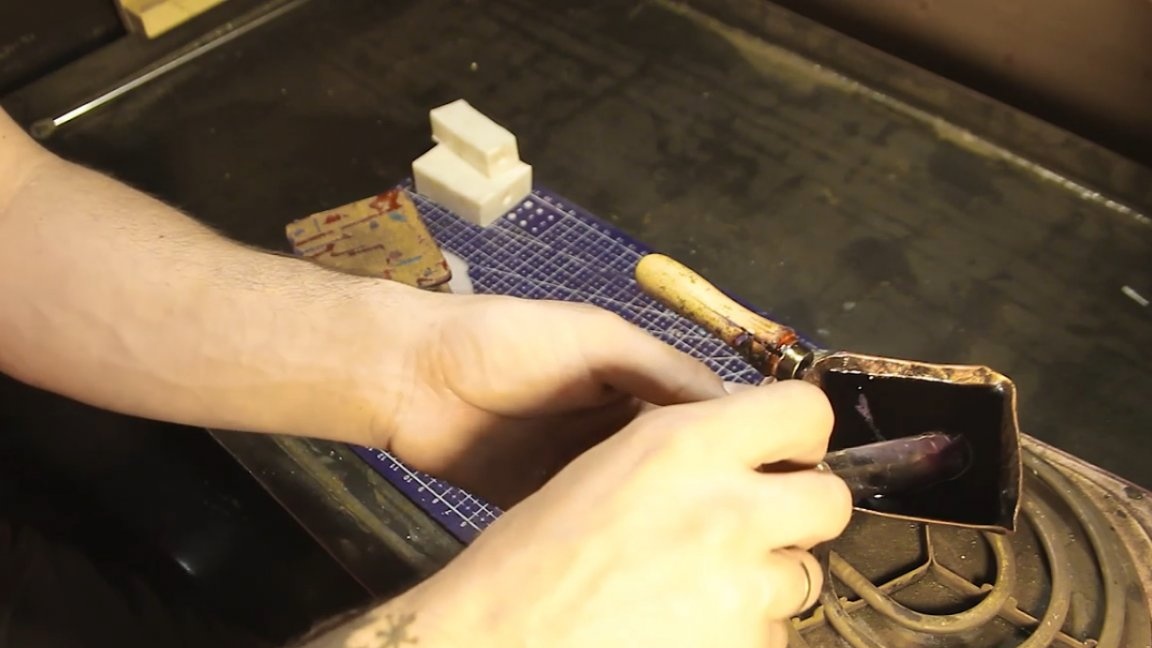

Между другото, един от абонатите на главния в YouTube сподели стъклена спринцовка, която от доста време помага за създаването на модели с различна степен на трудност, за което авторът на канала на Bonn Factory е много благодарен на Андрей (това е името на същия този абонат) за този пакет.
Към края на тази част от произведението авторът дори успява да регулира налягането на восъка и плесената, поради което започват да се получават восъци с доста добро качество с минимален брак.


След като събрахме необходимия брой части, е време да преминем към подготовката им за леене и за да бъдем по-точни, трябва да направим восъчна коледна елха.




На практика стана ясно, че коледното дърво е по-добре да се събира отгоре надолу. В този случай продуктът не блокира достъпа до централната порта. Но все пак господарят прави обратното, силата на навика и страха от неизвестното, случва се както удобно, но се случва, както преди, мисля, че мнозина ще разберат.
Тук всъщност не трябваше да чакам дълго, малка капчица восък излетя от ужилването на нагревателя и удари директно върху частта. В резултат на това получихме бракът буквално изневиделица.


Нашата коледна елха е напълно сглобена, докато, разбира се, тя не е най-равномерната, но все пак като истинска.


Също така капитанът не е свикнал да прави части с марж, защото въпреки това се стреми към качествените показатели, а не към количествените. Е, с изключение на това, че е направена за една допълнителна връзка от изчислената стойност, тъй като е трудно да се прецени необходимата дължина на гривната, тъй като преди това не му се е налагало да се справя по някакъв начин.
Следва процес на формоване и калциниране. Тук всичко върви според стандартната технологична технология за тази операция. Първо трябва да разредите сместа в следната пропорция: на 100 грама гипс 38 мл чиста дестилирана вода. И за да не пропуснете момента на поставяне на гипс, е необходимо да направите всичко това с включен хронометър и извършваме формоване в продължение на седем минути от момента, в който водата влезе в сухата смес.

Напълваме среброто от 925-ия тест при температура 980 градуса в колбата, чиято температура е 500 градуса. Майсторът извърши избора на температури емпирично, опита се да попълни различни температурни показатели и съответно получи различни резултати.



Е, сега резултатът е доста като резултат, няма пори, няма разливи, няма други дефекти при леене - друго нещо!
Сега остава само да отхапете получените елементи и да ги подготвите за запояване и всъщност спойка.






Също така си струва да се отбележи, че за да може всичко да се разлее добре, системата за стягане трябва да е достатъчно масивна, за да се охлажда по-бавно от частите, които ще се изсипват, за да ги подхранва с масата си.


По-нататъшен монтаж. Авторът започна да сглобява продукта, без да мисли за посоката на асиметричните връзки с лица и естествено се обърка, но забеляза това своевременно и поправи всичко това безопасно.



При спояването като цяло всичко вървеше гладко и по план, без сериозни запаси.



След обработката на местата за залепване и почистване на продукта, остава само да го почернее и да завърши полирането.








Това са нещата. Това е всичко. Благодаря за вниманието. Ще се видим скоро!
Авторско видео: