
Дясното колело никога не е кръгло. И той не е слаб. И още повече без дървени или карбонови подложки и анатомични конуси, покрити с перфорирана кожа. Толкова много собственици на тунинговани автомобили вярват. И от себе си ще добавя, че за добрия волан е полезно да има сертифициран дизайн с въздушна възглавница. И така, правилното колело може да се получи чрез настройка на фабричния волан.
Различни експерти практикуват различни методи за производство на вложки и анатомия на волана. Предлагам да се използва матрична технология, базирана на модела на глината. Предимството на пластилина в ефективността на търсенето на формата на модела. Предимството на матрицата е възможността за повторна употреба при производството на същия кормил или фрагменти от корички за кормила с други размери.
Средната част на волана не изисква намеса на тунер; въздушната възглавница трябва да работи правилно. Само джантата и частично иглите могат да бъдат модернизирани.

01. Дизайнът на джантата, можете да опитате просто да копирате от съществуващ волан, но можете да мечтаете със самата форма. Най-лесният начин да си представите заветния волан е да рисувате контурите си върху изображението на кормилото на донора. Но според мен не бива да се задържате дълго на хартия, защото ергономичните изисквания и дизайнът на волана могат да унищожат вашите необуздани фантазии.
02. Особено хубаво е да подобрите скъпия волан на престижна кола, въпреки че да опитате ръката си струва нещо по-просто.

03. Повечето волани на съвременните автомобили са покрити с кожа, която снимам първо. Под кожата се отваря мека гумена обвивка на джантата.
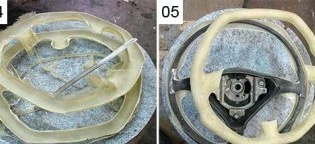
04. Ако решихме да променим външния контур на волана, тогава ще трябва да отрежем излишната гума от рамката на джантата. Но не се включвайте в почистването на рамката от гума, по-добре е да я оставите на места, където тя не пречи на промяната на формата.

05. И сега по свободен начин се опитваме да търсим правилните пропорции и удобни за ръка конфигурации на волана, изработени от пластилин. Сравнете ергономичната отливка на ръка, получена от пластилин, с оригиналния модел на кормилото. Прехвърляме характерни неравности, вдлъбнатини и гнезда от чертежа към пластилин и отново „изпомпваме“ удобството на волана по протежение на ръката.

06. Започваме да изработваме приблизително залепената форма на волана от едната страна. В същото време вечният спор е, че основното е пластилин или шпакловка, която решавам в полза на замазката.Това означава, че няма да полирам пластилина до огледално покритие, за да премахна почти завършената матрица, но ще променя нередностите, оставени върху пластилина на готовия волан с шпакловка. Но върху пластилин трябва да маркираме линиите с прорези за лепенки на кожата, а фрактурите на пластмасовата форма със заострени ребра. От готовия пластилин на едната половина на волана извадете шаблоните от дебел картон.
07. Прехвърляме контурите, линиите на пукнатини и ръбовете на формата през шаблоните към глината от другата страна на волана. Страничната дебелина на геврека може да се контролира с шублер, като се сравняват съответните места отдясно и отляво.

08. И сега формата е изградена, но не бързайте да изхвърляте шаблоните на контура. С тяхна помощ трябва да направим кофраж за оформяне на фланците на съединителя на матричната полуформа.
Както всеки затворен обем, твърд волан може да се получи чрез залепване на горната и долната кора на формата. За да направим тези половинки от фибростъкло, първо трябва да направим форма от калъп от пластилин модел. Съединител по фланците ще раздели матрицата на волана на две отделни половини, в които е лесно да се направят горната и долната кора на самите кормилни части.
09. Кофражът на фланците трябва да бъде монтиран строго в равнината на най-широкия надлъжен разрез на волана. Обикновено фиксирам картонената кофражна плоча с парчета пластилин от задната страна.

10. Работата с фибростъкло и по-специално контактното формоване на фибростъкло, импрегнирано с полиестерна смола, предоставя практически неограничени възможности за производство на триизмерни форми. Материал в течно състояние свободно обгръща повърхности с всякаква кривина и конфигурация. Втвърден композит може да се използва изцяло по предназначение. Когато оформям груби матрици, обикновено не използвам гел-лакове (специална дебела смола за работната повърхност) и скъпи матрични смоли. Но признавам, че понякога "злоупотребявам" сгъстителя-аерозил (стъклен прах). Моята сравнително дебела смола запушва нередности и запълва остри ъгли по формата. Но качеството на формоването също се влияе от армиращия материал. Първите няколко слоя, особено върху сложна повърхност, Покривам го с мат от стъклени влакна от 150 или 300. Не препоръчвам да нанасяте много слоеве наведнъж - това неминуемо ще доведе до деформации от фибростъкло.След час или половина смолата става твърда, но процесът на полимеризация продължава.
11. Междувременно първото формоване ще полимеризира, завъртя волана и премахвам картонената кофраж. За да предотвратя залепването на смолата върху кофража, предварително я покрих с разделително съединение на основата на восък (тефлон автомобили Полски).

12. Когато няма разделител под ръка и времето не понася, запечатвам контактната повърхност с лепенка. Лесно се сваля от закален полиестер. И този път затворих фланеца.
13. Долната страна на модела също е покрита с един слой фибростъкло. След като смолата се е „издигнала“, тоест първо се е превърнала от течност в желеобразна, а след това в твърдо състояние, отново завъртя волана. Нанасям слой от дебела стъклена подложка от клас 600 от предната страна на модела, като предварително почиствах предишния пластмасов слой с шкурка. последователно нанасяйки слоеве, увеличавам дебелината на матричната кора до 2-2,5 мм (което съответства на 1 слой стъклена постелка 300 и 2 слоя от 600).

14. Напълно залепената матрица се състарява за около един ден, въпреки че в условията на постоянна бързане вечер, оформената матрица вече работи на следващата сутрин.
15. Гъвкаво и меко в течно състояние фибростъкло, втвърдяването показва своята хитрост. Гледайки повърхността на близалката, искам да го държа за ръка. Но невидимите стърчащи стъклени игли могат сериозно да наранят ръката ви. Ето защо, на първо място, почиствам леко повърхността на матрицата с шкурка. Рошавият, бодлив ръб на матрицата трябва да бъде отрязан, оставяйки фланец с ширина 25-30 мм. На разстояние 10 мм от ръба на модела е необходимо да се пробият монтажни отвори за винтовете във фланците. В тази форма матрицата е готова за премахване.

16.С острие на нож или тънка стоманена линийка разединяваме фланците около целия контур. След това разширяваме празнината, образувана между фланците и отделяме полуформата на матрицата. Тънкият слой пластилинов модел по време на отстраняването на матрицата се унищожава, като частично остава в полуформа.
17. Остатъците от пластилин се отстраняват лесно от матрицата. Тогава вътрешната повърхност може да се избърше с керосин. Почиствам контурите на фланците с шкурка. На работната повърхност на почистената матрица ясно се виждат дефекти в дефектите на пластилинния модел, които коригирам със същия шкурка.
Дори с тази груба матрица можете да направите няколко десетки руля. Но кой ще ви даде толкова идентични волани за настройка? Но изключителната работа с пластилин и фибростъкло са в голямо търсене.
Част втора:

Грубата матрица, направена с помощта на обикновена полиестерна смола (за разлика от крайната матрична смола), има значително свиване и свиване, което води до изкривяване на първоначалната форма. Освен това, колкото по-малка и сложна е частта, толкова по-забележима е деформацията. Особено силни изтегляния се наблюдават в ъглите, както в нашия случай по цялата дъга на секцията с полуформа. Така, до момента на пълната им полимеризация, видими несъответствия на едната половина се формират спрямо друга по протежение на контура се натрупват в самите части на волана. Но за това тя е и груба матрица, само за да ни помогне да прехвърлим идеята от пластилин в заготовка от фибростъкло на бъдещата форма или да служи като временен (евтин) инструмент за проучване на търсенето на нов продукт.
01. Преди да започнете да правите половинки на волана, подготвям волана за поставяне. Постепенно отрязвайки излишната гума от джантата и спиците, аз поставих волана в матричната полуформа. В същото време се опитвам да оставя възможно най-малко място между джантата и повърхността на матрицата за залепване.

02. Можете да залепите коричките на волана еднократно, като незабавно поставите два слоя от стъкло мат 300 мм. Основното е да опитате да оформите „суха“, тоест премахнете излишната смола с изстискана четка.
03. Елемент с дебелина два слоя тънка стъклена постелка се оказва чуплив, затова е необходимо да го извадите от матрицата с повишено внимание. Щраквам върху краищата на фибростъклото, стърчащи по краищата на матрицата един към друг и леко издърпвам коричката.
04. Неравномерните ръбове на отстранените части трябва да бъдат изрязани според отпечатъка, оставен върху частта от краищата на матрицата. За подстригване можете да използвате електроинструмент или да режете с нож за ножовка за метал.
05. Опитвам корите на волана, като подрязвам, ако е необходимо, гумата на волана. За по-добро прилягане на части, вътрешната повърхност на фибростъклото трябва да се почисти с груба шкурка, като се отстраняват стърчащи игли от фибростъкло и потоци от смола.
06. Постепенно променяйки краищата на частите и джантата, поставям половинките една към друга на волана. Добре комбинираните и свободно седящи на кормилото на волана са готови за залепване.
07. Има два начина да залепите полуформата. Обикновено частите, които трябва да бъдат залепени, се поставят в матрицата, която в сглобено състояние ги комбинира и притиска към джантата. Но реших да сглобя волана, без да използвам матрица. Исках да проверя точността на комбинацията от части и качеството на запълване с лепилен материал цялото пространство вътре в волана и по шевовете. Като лепене използвам смес от полиестерна смола, аерозил (стъклен прах) и фибростъкло. Оказва се, че овесена каша е подобна на шпакла, пълна със стъкло, само времето за втвърдяване е много по-дълго. С този състав запълвам половинките на волана и ги стискам по джантата. Изваждам излишната каша, изцедена от шевовете и фиксирам полуформата с маскираща лента. Правилно деформираните места на коричките се коригират със скоби.
08. Загряването на част показва интензивно протичаща реакция на полимеризация. Един час и половина до два часа след началото на залепването премахвам лепящата лента и отстранявам останалата смола. След това повърхността на волана може да бъде обработена.
09. На всяка част, отстранена от матрицата, има следи от разделителния слой. Следователно първото нещо, което почиствам с шкурка, е всичко от фибростъкло от остатъците на сепаратора.
10.Традиционно настроен волан е изправен от въглеродни влакна (въглеродни влакна), дървен фурнир и естествена кожа. В горната и долната част на джантата се поставят твърди материали с лакирана повърхност, а страничните части с спици на волана са покрити с кожа. Така че първоначално планирахме да направим на волана си. Но след като държахме в ръце почти завършен геврек, ни стана ясно, че екстремният дизайн на формата изисква необичаен завършек. И беше решено да се направи всичко обратното, тоест кожата отгоре и отдолу, с фурнир отстрани.

11. За по-голям комфорт под кожата може да се залепи тънък слой от пореста гума (което значително увеличава разходите за работа). Приблизително парче с малко по-голям размер от необходимото е залепено към джантата на волана от фибростъкло.
12. Гумата плътно приляга на джантата. На места от кожени вложки под дланите също се залепват длани от гума, изрязани по един образец. Всички фрагменти от гума се изглаждат с шкурка, а дефектите се поправят с гумена трохи, смесена с лепило. Контурите се изрязват според моделите.

13. Когато планираме да завършим волана, трябва да зададете правилното съотношение на размера на джантата при ставите на различни материали. Така, например, дебелината на фурнир с лак (до 2 мм) е равна на дебелината на кожата с лепило. Това означава, че джантата на нашия волан трябва да има еднакво напречно сечение в ставите. Гума, залепена под кожата, образува стъпка с височина 2 мм върху джантата. Следователно, ще трябва да подравните джантата на ставите с шпакловка. За да не разваляте краищата на гумените стикери с замазка, те трябва да бъдат замаскирани с лепенка. За същата цел залепвам тънка пластилинова лента по протежение на гумения контур, която ще се превърне в празнина за уплътняване на кожата.

14. Шпакловката „космат“ е незаменим материал в работата на производителя на плочи.Тази шпакловка е направена на базата на полиестерна смола и се смесва добре с нашите полиестерни фибростъкло.Знам също, че много майстори правят волана изцяло от шпакловка. желана форма.
15. На крайната повърхност на волана маркирам линиите на пукнатини, за да запечатам кожата. Разфасовките на джантата се правят най-удобно с метално острие за ножовка. Дълбочината на пролуката трябва да бъде най-малко 3-4 мм, а ширина до 2 мм. Нарязвам разрезите, направени с кърпа, с шкурка. Прорезите за вложки под дланите бяха маркирани с пластилинови ивици. След отстраняване на пластилина, каналите се изравняват с шпакловка и шкурка. Много е удобно да се поставят пропуски "борова машина".
16. Последният щрих е инсталирането и монтирането на капака на въздушната възглавница. Основното е правилно да се изчислят пропуските. Факт е, че подвижният капак не трябва да се трие в краищата на спиците. В допълнение, трябва да оставите място за дебелината на кожата или Alcantara, което ще покрие капака на въздушната възглавница.

За точността на прилягането вмъквам парчетата кожа в пролуката и „изпомпвам“ правилното място. За да поставя пропуските, се използват всички едни и същи средства - шпакловка и шкурка. Завършвам фибростъклото с грунд, така че да се появи цялата форма, тъй като е трудно да видите петна от повърхността на замазката дефекти.
С това приключва работата на прототипа и продуктът се изпраща на други специалисти. Първо един майстор ще залепи фурнира и ще го лакира, след това друг майстор ще го покрие с кожа. Крайният резултат ще зависи от квалификацията на довършителите, но майсторът на оформлението със своята ергономичност, пластичност и пропорции поставя основата за дизайнера на оформлението. Ето защо основната специализация в производството на нестандартни продукти винаги е била производство на дъски.