

Днес за мнозина темата за огъване на профила в у дома условия поради няколко причини.
На първо място, това са производствените разходи и времето за доставка. Извънгабаритната доставка е отделен въпрос.
Второ, точното оразмеряване е много по-лесно точно на мястото на инсталиране.
И третата. На такъв инструмент, ако желаете, можете дори да огънете къдрици с променлив радиус.
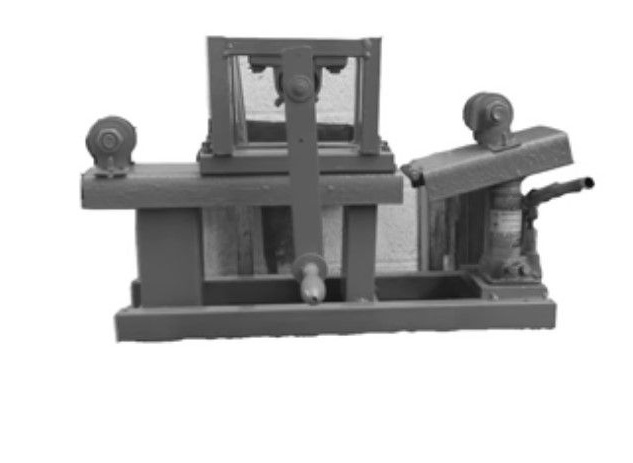
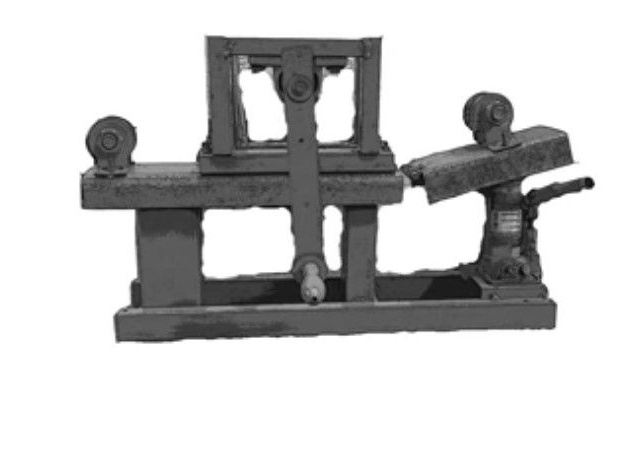
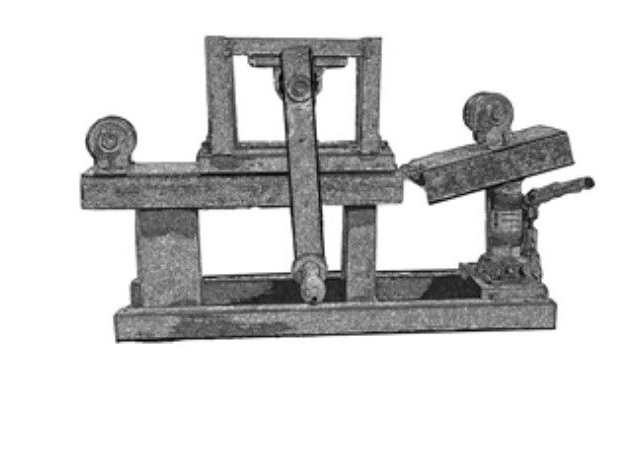
Авторът избра най-често срещаната схема, с валяк на панта и хидравличен крик.






Тялото е било заварено от отпадъците на професионална тръба 20X40 и мощен канал.
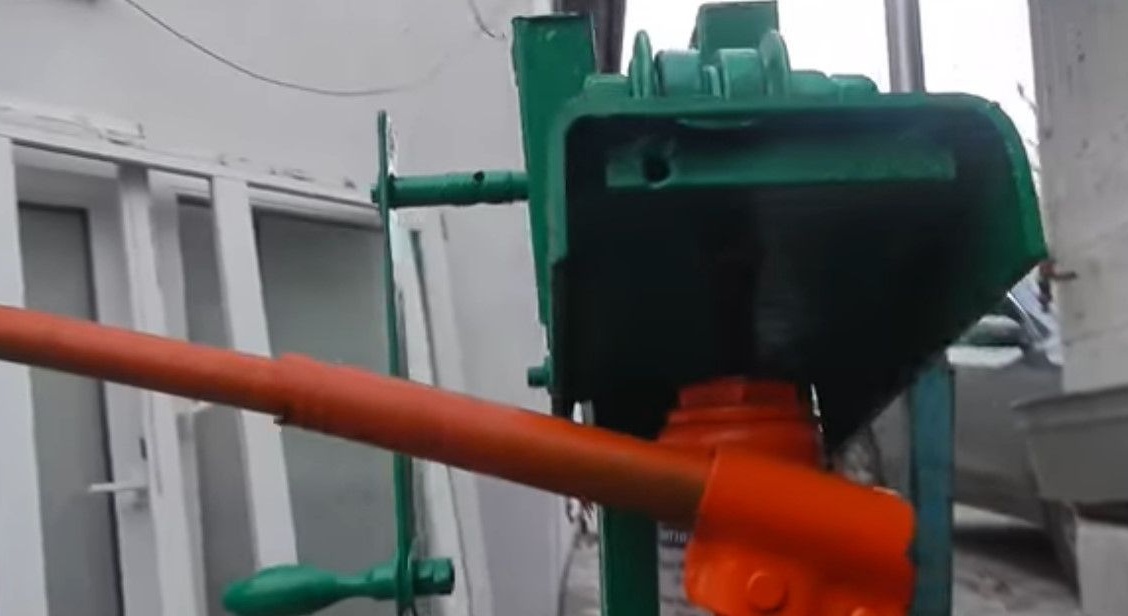
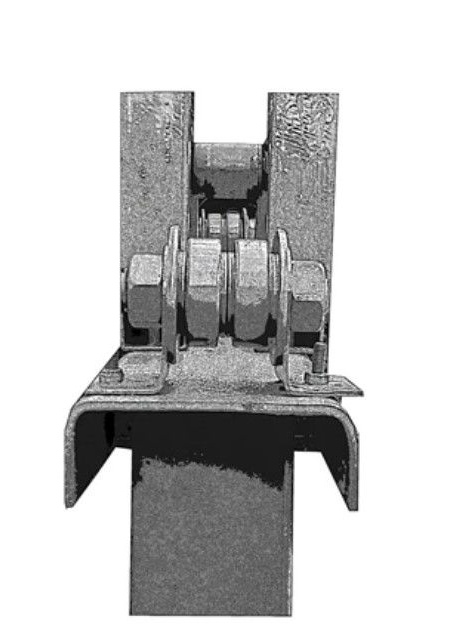
Авторът е опростил валяците под налягане максимално:
Външният носещ пръстен в този дизайн е затягащата повърхност.
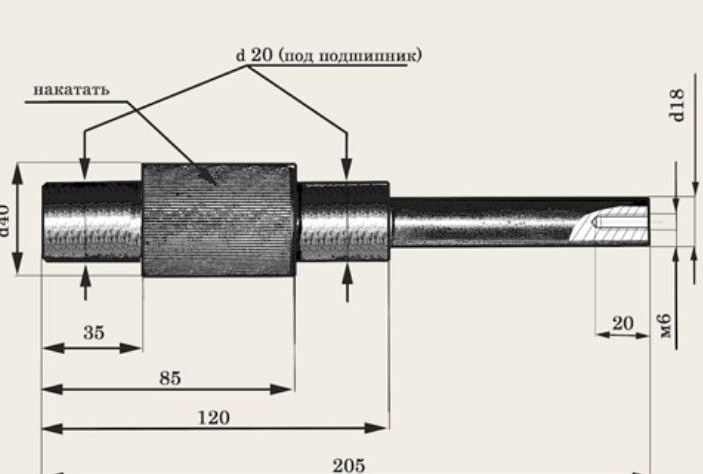
Начертайте вал.
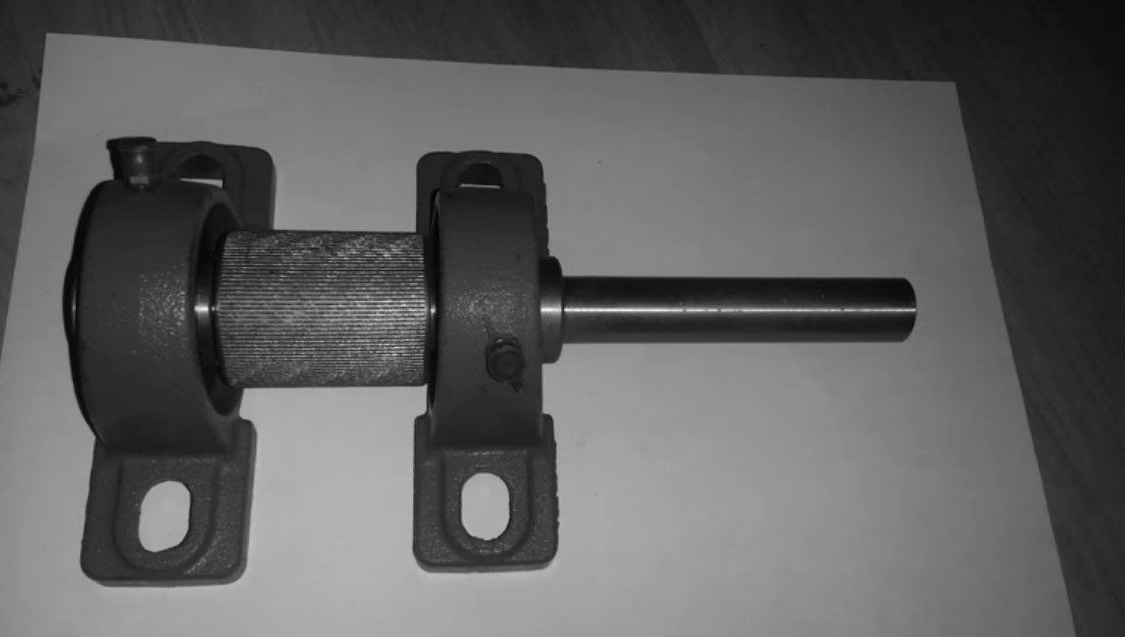
За да го направя, начертах скица и я поръчах от стругар.

Цената на вала е около хиляда рубли.
Схемата му.
Авторът трябваше да закупи следното:
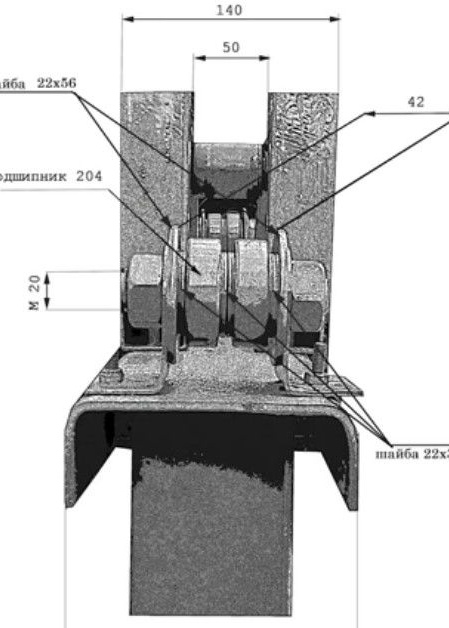
Лагери за 204 лагера - две единици.

Лагери 204 - четири броя.


Хидравличен крик. Хардуер и крепежни елементи.
Закопчаване за коса M20

с шайби 22X37 и 22X56 мм.



Той изпълнява функцията на вал.

Големите шайби служат като фланци за ограничители.

С тяхна помощ няма нужда да се използват странични стопове.

В същото време остава възможно да се промени геометрията на щифтовите ролки за различни профили.
Достатъчно е да съберете необходимите сандвич от шайбите.

Всички готови заварени блокове са свързани помежду си без заваряване.

Това се прави на болтове, така че да остане възможността за изместване един спрямо друг.
От първия път дизайнът на машината се оказа доста успешен.
Дъгата е симетрична и равномерна.


Процесът на неговото производство не изисква специални физически усилия.
С всяко преминаване леко повдигаме дясната страна на машината.


Това намалява радиуса на огъване на профила.


Лостът е изработен от лента 3X40.

Писалка за ръце от древна месомелачка.
Мястото за монтаж на лоста към вала в неразглобена форма.



Ето реалните рисунки.

Най-вероятно не рисунки, а диаграми, но авторът се опита да изобрази необходимите размери максимално ясно.
Това е успешен и тестван от автора дизайн.
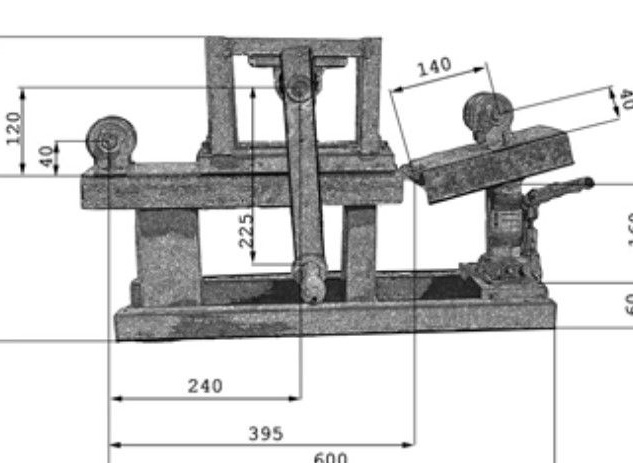
Той осигурява плавно преминаване на профила през ролките и придава правилната форма на дъгата.

Трябва да се помни, че на 240 мм от ръба на детайла, профилът остава прав.

Правият участък е силно видим при малки радиуси на детайла.

За производството на дъги с малки радиуси трябва да се остави поле от 25 см, което по-късно може да бъде отрязано, ако е необходимо.
Дизайнът на машината ви позволява да разширите своите творчески възможности.

Например, възможно е да се произведат не само дъги, но да се огъва профил в различни посоки, а не само в една равнина.

За да направите това, просто стиснете вала, завъртете профила на 180 или 90 градуса. Можете също да промените самия затягащ механизъм. Чрез инсталиране на скоби за тръби с различен диаметър - една и съща машина може лесно да огъва тръби.
Определено трябва да оптимизирате системата за затягане в близост до крика, като я оборудвате с линийка. Тогава не трябва да гадаете с радиуса на огънатата част!
Много благодаря на автора за свършената работа и предоставените рисунки.
Жалко е, че процесът на създаване не е заснет, но хората са здрави. А за тези, които сами огъват профила, те са напълно приятели със заваряване и рисунки!
Публикувано от Евгенич, видео от връзката